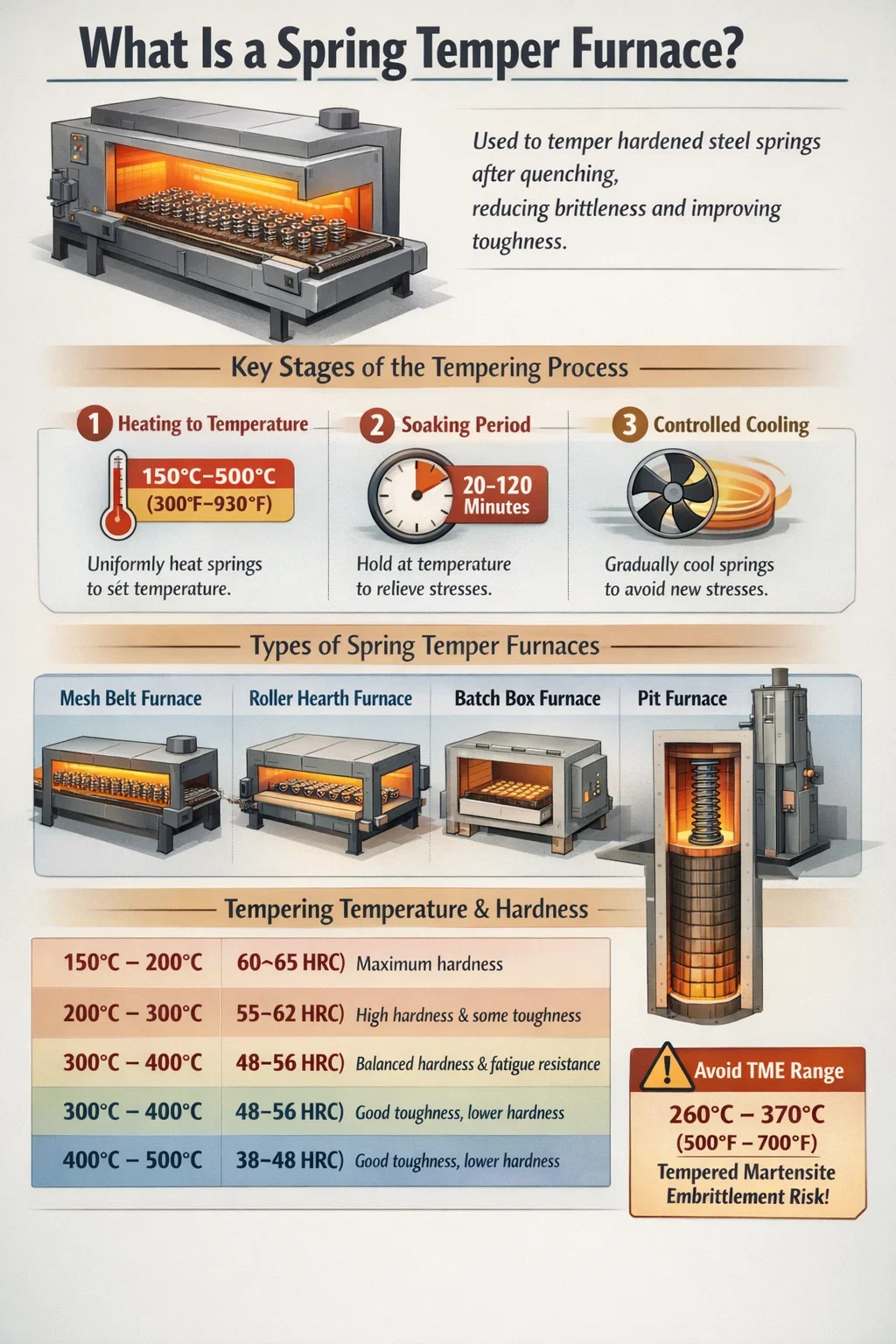
เตาอบคืนตัวแบบสปริงเป็นเตารักษาความร้อนทางอุตสาหกรรมชนิดหนึ่งที่ออกแบบมาโดยเฉพาะเพื่ออบคืนสปริงเหล็กหลังจากการชุบแข็ง หน้าที่หลักคือการอุ่นเหล็กสปริงชุบแข็งให้ร้อนอีกครั้งจนถึงอุณหภูมิที่ควบคุมได้ ซึ่งโดยทั่วไปจะอยู่ระหว่างนั้น 150°C และ 500°C (300°F ถึง 930°F) — เก็บไว้ตรงนั้นตามระยะเวลาที่กำหนด จากนั้นปล่อยให้เย็นในลักษณะควบคุม กระบวนการนี้บรรเทาความเครียดภายในที่เกิดขึ้นระหว่างการชุบแข็งและการชุบแข็ง ปรับความแข็งตามช่วงที่กำหนด และคืนระดับความเหนียวและความยืดหยุ่นที่อาจไม่มีอยู่ในสปริงที่แข็งเต็มที่
สปริงที่แข็งแล้วจะเปราะและมีแนวโน้มที่จะแตกหักกะทันหันภายใต้ภาระที่ไม่มีการอบคืนตัว เตาอบคืนตัวแบบสปริงคือสิ่งที่เปลี่ยนส่วนประกอบที่แข็งแต่เปราะบางให้กลายเป็นชิ้นส่วนที่ทนทาน รับน้ำหนักได้ และทนทานต่อความล้า ซึ่งสามารถทำงานได้อย่างน่าเชื่อถือตลอดรอบการบีบอัดหรือการขยายหลายล้านครั้ง
ในสภาพแวดล้อมการผลิต เตาหลอมแบบสปริงพบได้ทั่วทั้งการผลิตยานยนต์ การบินและอวกาศ การผลิตเครื่องมือที่มีความแม่นยำ และภาคส่วนเครื่องจักรกลหนัก มีรูปแบบต่างๆ มากมาย — เตาต่อเนื่องแบบสายพานตาข่าย, เตาแบบลูกกลิ้ง, เตาแบบแบทช์บ็อกซ์ และเตาแบบหลุม — แต่ละแบบเหมาะกับรูปทรงสปริง ปริมาณการผลิต และข้อกำหนดโลหะผสมที่แตกต่างกัน
หลักการทำงานของเตาอบคืนตัวแบบสปริงมุ่งเน้นไปที่การหมุนเวียนความร้อนที่แม่นยำ หลังจากที่สปริงเหล็กแข็งตัว — โดยทั่วไปโดยการออสเทนไนซ์ที่อุณหภูมิสูงกว่า 800°C (1470°F) แล้วดับอย่างรวดเร็วในน้ำมัน น้ำ หรือโพลีเมอร์ โครงสร้างจุลภาคของมาร์เทนซิติกที่เกิดขึ้นนั้นมีความแข็งมาก แต่มีความเครียดและเปราะสูง การอบคืนตัวในเตาหลอมสปริงช่วยแก้ปัญหานี้โดยการกระตุ้นลำดับของปฏิกิริยาโลหะวิทยาในสถานะของแข็ง
เตาจะให้ความร้อนแก่สปริงโหลดอย่างสม่ำเสมอจนถึงอุณหภูมิการอบคืนตัวเป้าหมาย ความสม่ำเสมอเป็นสิ่งสำคัญ — ความแตกต่างของอุณหภูมิจะเท่ากัน ±10°ซ ทั่วทั้งโหลดสามารถสร้างค่าความแข็งที่ไม่สอดคล้องกัน เตาอบอุณหภูมิแบบสปริงคุณภาพสูงใช้โซนทำความร้อนที่ควบคุมโดยอิสระหลายโซน พัดลมหมุนเวียนแบบบังคับ และองค์ประกอบความร้อนความหนาแน่นสูงหรือท่อส่งรังสีเพื่อให้อุณหภูมิมีความสม่ำเสมอภายใน ±5°C ทั่วทั้งห้องทำงาน
เมื่อถึงอุณหภูมิเป้าหมายตลอดทั้งหน้าตัดของสปริง เตาจะรักษาอุณหภูมินั้นไว้ตลอดระยะเวลาแช่ การแช่จะทำให้อะตอมของคาร์บอนที่ติดอยู่ในตาข่ายมาร์เทนไซต์เริ่มกระจายและก่อตัวเป็นตะกอนคาร์ไบด์ การตกตะกอนของคาร์ไบด์นี้จะช่วยบรรเทาความเครียดของโครงตาข่าย ลดการเปราะ และคืนความเหนียวกลับคืนมา เวลาในการแช่จะแตกต่างกันไปขึ้นอยู่กับความหนาของส่วนและขนาดสปริง — อาจต้องใช้ลวดสปริงขนาดเล็กเท่านั้น 20 ถึง 30 นาที ในขณะที่อาจต้องใช้คอยล์สปริงหรือทอร์ชันบาร์หนักๆ 60 ถึง 120 นาที หรือมากกว่านั้น
หลังจากการแช่ สปริงจะถูกทำให้เย็นลง — ไม่ว่าจะโดยการระบายความร้อนด้วยอากาศภายในเตาเผา โดยการควบคุมการระบายความร้อนของห้องโถง หรือโดยการกำจัดออกสู่อากาศโดยรอบ อัตราการทำความเย็นหลังจากการอบคืนตัวโดยทั่วไปมีความสำคัญน้อยกว่าในระหว่างการชุบแข็ง แต่ยังคงต้องได้รับการจัดการ การระบายความร้อนอย่างรวดเร็วจากอุณหภูมิการอบคืนตัวสามารถทำให้เกิดความเค้นที่พื้นผิวอีกครั้งได้ ดังนั้นเตาอบคืนตัวแบบสปริงส่วนใหญ่จึงยอมให้เย็นลงทีละน้อย โดยเฉพาะอย่างยิ่งสำหรับหน้าตัดของสปริงที่ใหญ่ขึ้น
เตาหลอมสปริงหลายตัวทำงานภายใต้บรรยากาศที่มีการควบคุม — โดยทั่วไปคือไนโตรเจน ก๊าซดูดความร้อน หรือส่วนผสมของไนโตรเจน-เมทานอล — เพื่อป้องกันการเกิดออกซิเดชันที่พื้นผิวและการสลายตัวของคาร์บอนในระหว่างรอบการอบคืนตัว การออกซิเดชั่นที่พื้นผิวสามารถลดอายุการใช้งานความล้าและความต้านทานการกัดกร่อน ซึ่งเป็นคุณสมบัติสองประการที่มีความสำคัญอย่างยิ่งในการใช้งานสปริง เตาหลอมบรรยากาศป้องกันเพิ่มความซับซ้อนและต้นทุน แต่เป็นอุปกรณ์มาตรฐานในการผลิตสปริงที่มีความแม่นยำสำหรับสปริงวาล์วรถยนต์ สปริงล้อลงจอดเครื่องบิน และสปริงเครื่องมือผ่าตัด
อุณหภูมิการอบคืนตัวที่เลือกในเตาอบคืนตัวแบบสปริงจะเป็นตัวกำหนดคุณสมบัติทางกลขั้นสุดท้ายของสปริงที่เสร็จแล้วโดยตรง นี่ไม่ใช่การปรับเล็กน้อย — ความแตกต่างจาก 50°C ในอุณหภูมิอบคืนตัว สามารถเปลี่ยนความแข็งได้ 3 ถึง 6 จุด HRC และเปลี่ยนแปลงค่าความต้านทานแรงดึงและการยืดตัวได้อย่างมาก
| ช่วงอุณหภูมิแบ่งเบาบรรเทา | ความแข็งทั่วไป (HRC) | ผลลัพธ์คุณสมบัติที่สำคัญ | แอปพลิเคชันสปริงทั่วไป |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 เหล็กแผ่นรีดร้อน | ความแข็งสูงสุด ความเหนียวจำกัด | สปริงเครื่องมือที่มีความแม่นยำ |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 เหล็กแผ่นรีดร้อน | มีความแข็งสูงมีความเหนียวอยู่บ้าง | สปริงนาฬิกา สปริงล็อค |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 เหล็กแผ่นรีดร้อน | ความแข็งที่สมดุลและความต้านทานต่อความเหนื่อยล้า | สปริงวาล์วรถยนต์ สปริงกันสะเทือน |
| 400°C – 500°C (750°F – 930°F) | 38 – 48 เหล็กแผ่นรีดร้อน | มีความเหนียวดีมีความแข็งต่ำกว่า | คอยล์สปริงรับน้ำหนักมาก สปริงรางรถไฟ |
โซนวิกฤติหนึ่งที่ควรหลีกเลี่ยงคือ ช่วงการเปราะของมาร์เทนไซต์แบบเทมเปอร์ (TME) โดยทั่วไปจะอยู่ระหว่าง 260°C และ 370°C (500°F ถึง 700°F) . การแบ่งเบาบรรเทาภายในช่วงนี้สามารถลดความเหนียวได้จริงแทนที่จะปรับปรุง ซึ่งเป็นปรากฏการณ์ที่เกิดจากการตกตะกอนของคาร์ไบด์ที่ขอบเขตเกรนออสเทนไนต์ก่อนหน้า ผู้ปฏิบัติงานเตาหลอมสปริงที่มีความรับผิดชอบออกแบบวงจรการอบคืนตัวของตนให้อยู่ต่ำกว่าหรือเกินช่วงนี้แทนที่จะอยู่ในนั้น นี่คือเหตุผลหนึ่งว่าทำไมข้อกำหนดสปริงวาล์วรถยนต์จึงมักระบุอุณหภูมิไว้ที่หรือสูงกว่า 380°C ถึง 420°C
อุตสาหกรรมสปริงใช้รูปแบบเตาเผาที่แตกต่างกันหลายประการสำหรับกระบวนการแบ่งเบาบรรเทาสปริง แต่ละข้อมีข้อดีทางเทคนิคที่ทำให้เหมาะกับสปริงประเภท ปริมาณการผลิต หรือระบบโลหะผสมโดยเฉพาะ
เตาสายพานตาข่ายเป็นรูปแบบที่พบบ่อยที่สุดในการผลิตสปริงปริมาณสูง สปริงจะถูกโหลดลงบนสายพานตาข่ายสแตนเลสที่ลำเลียงสปริงอย่างต่อเนื่องผ่านโซนทำความร้อน การแช่ และความเย็น อัตราการผลิตสามารถเข้าถึงได้ 500 ถึง 2,000 กก./ชม ขึ้นอยู่กับความยาวและความกว้างของเตา ความเร็วของสายพานและอุณหภูมิโซนสามารถปรับได้อย่างอิสระ ช่วยให้สามารถควบคุมเวลาการแช่และโปรไฟล์อุณหภูมิได้อย่างแม่นยำ เตาหลอมแบบสายพานตาข่ายเหมาะอย่างยิ่งสำหรับคอยล์สปริงขนาดเล็กถึงขนาดกลาง สปริงแบบลวด และสปริงแบน ข้อจำกัดหลักคือสปริงขนาดใหญ่หรือหนักอาจทำให้สายพานเสียรูปเมื่อเวลาผ่านไป
เตาเตาแบบลูกกลิ้งใช้ลูกกลิ้งระบายความร้อนด้วยน้ำหรือโลหะผสมเพื่อลำเลียงสปริงผ่านเตาบนถาดหรืออุปกรณ์ติดตั้ง สามารถรองรับน้ำหนักได้มากกว่าระบบสายพานตาข่าย รองรับชุดสปริงขนาดใหญ่ และช่วยให้ควบคุมบรรยากาศได้แม่นยำยิ่งขึ้น เตาหลอมเหล่านี้ใช้ทั่วไปในการอบคืนอุณหภูมิคอยล์ช่วงล่างของรถยนต์ เหล็กกันโคลง และสปริงบิด อุณหภูมิในการทำงานมีตั้งแต่สภาพแวดล้อมโดยรอบจนถึง 700°C (1290°F) ในการออกแบบเตาแบบลูกกลิ้งส่วนใหญ่ที่มีความสม่ำเสมอของอุณหภูมิที่แน่นมาก โดยทั่วไปคือ ±4°C ซึ่งสามารถทำได้ในระบบสมัยใหม่
เตาหลอมแบบแบตช์จะถูกโหลดด้วยสปริงที่มีประจุคงที่ นำไปที่อุณหภูมิ แช่ไว้ แล้วจึงขนถ่ายออก ให้ความยืดหยุ่นสูงสุด — เตาเดียวกันสามารถประมวลผลขนาดสปริงและข้อกำหนดได้หลากหลายในกะที่ต่างกัน ทำให้เป็นที่นิยมในร้านจัดหางานและสภาพแวดล้อมการผลิตที่มีปริมาณปานกลาง ข้อเสียคือมีปริมาณงานต่ำกว่า และต้องใช้ระยะเวลาแช่ด้วยความร้อนนานพอที่จะรับประกันอุณหภูมิที่สม่ำเสมอตลอดทั้งชุด โดยทั่วไปแล้ว เตาหลอมแบบกล่องแบทช์ที่ได้รับการออกแบบมาอย่างดีซึ่งใช้สำหรับการแบ่งเบาบรรเทาสปริง บังคับพัดลมหมุนเวียน เพื่อให้แน่ใจว่าอุณหภูมิมีความสม่ำเสมอภายใน ±5°C แม้ว่าจะเต็มไปด้วยประจุหนาแน่นก็ตาม
สำหรับสปริงยาว ทอร์ชั่นบาร์ หรือชุดแหนบที่ไม่สามารถวางราบเรียบได้ง่าย เตาหลุมแนวตั้งถือเป็นวิธีแก้ปัญหาที่ใช้งานได้จริง สปริงหรือสปริงประกอบถูกแขวนในแนวตั้งในห้องเตาเผา ซึ่งจะช่วยป้องกันการบิดเบี้ยวจากแรงโน้มถ่วง ซึ่งเป็นข้อกังวลอย่างแท้จริงเมื่อต้องอบคืนแท่งยาวหรือชุดสปริงแบบหลายแหนบ เตาหลุมสำหรับการแบ่งเบาบรรเทาสปริงมักจะใช้แก๊สเป็นเชื้อเพลิงและอาจถึงความลึกของ 2 ถึง 6 เมตร รองรับส่วนประกอบที่ยาวมากในขนาดพื้นผิวที่กะทัดรัด
เตาแบ่งเบาอ่างเกลือใช้ไนเตรตหลอมเหลวหรือเกลือคลอไรด์เป็นตัวกลางในการทำความร้อน น้ำพุจะแช่อยู่ในอ่างเกลือเหลวซึ่งมีให้ การถ่ายเทความร้อนที่รวดเร็วและสม่ำเสมอ - เร็วกว่าการพาอากาศมาก ส่งผลให้รอบเวลาสั้นมากและความสม่ำเสมอของอุณหภูมิที่ดีเยี่ยม เตาอาบเกลือมีคุณค่าเป็นพิเศษสำหรับการอบคืนตัวสปริงที่มีความแม่นยำ ซึ่งต้องใช้ค่าความคลาดเคลื่อนความแข็งที่จำกัด (±1 HRC) ความท้าทายในการดำเนินงานหลักคือการจัดการการปนเปื้อนของเกลือ การสกัดควัน และโอกาสที่เป็นอันตรายของเกลือหลอมเหลวที่อุณหภูมิการทำงาน 160°C ถึง 550°C
การทำความเข้าใจว่ามีอะไรอยู่ภายในเตาหลอมแบบสปริงจะอธิบายได้ว่าทำไมบางเตาจึงให้ผลลัพธ์ที่ดีกว่าเตาอื่นๆ ส่วนประกอบแต่ละชิ้นมีส่วนทำให้อุณหภูมิมีความสม่ำเสมอ ความสมบูรณ์ของบรรยากาศ และความสามารถในการทำซ้ำซึ่งเป็นตัวกำหนดคุณภาพของสปริงขั้นสุดท้าย
กระบวนการแบ่งเบาบรรเทาสปริงไม่ได้มีขนาดเดียวสำหรับทุกคน โลหะผสมเหล็กสปริงที่แตกต่างกันตอบสนองต่อการบำบัดความร้อนแตกต่างกัน และต้องตั้งค่าเตาหลอมสปริงด้วยโปรไฟล์อุณหภูมิที่ถูกต้องสำหรับโลหะผสมเฉพาะที่กำลังดำเนินการ
เหล็กกล้าคาร์บอนสูงเป็นวัสดุสปริงที่พบมากที่สุดและเป็นเป้าหมายหลักสำหรับเตาหลอมสปริง ปริมาณคาร์บอนของพวกเขาคือ 0.60% ถึง 1.00% ช่วยให้พวกเขามีความแข็งสูงมากหลังจากการดับ โดยทั่วไปเกรดเหล่านี้จะถูกอบอุณหภูมิระหว่าง 200°C ถึง 400°C ที่อุณหภูมิ 300°C เหล็กสปริง 1080 โดยทั่วไปจะมีความต้านทานแรงดึงประมาณ 1,800 ถึง 2,000 เมกะปาสคาล โดยมีความแข็งในช่วง 52 ถึง 57 HRC
โลหะผสมซิลิคอน-โครเมียมมีความต้านทานต่อการคลายตัวภายใต้ภาระได้เหนือกว่า ซึ่งเป็นคุณสมบัติที่สำคัญสำหรับสปริงวาล์วและสปริงกันสะเทือน โดยทั่วไปแล้วเกรดเหล่านี้จะถูกอบคืนตัวที่อุณหภูมิสูงกว่าบ่อยครั้ง 420°C ถึง 480°C เพื่อกระตุ้นกลไกการเสริมความแข็งแกร่งจากซิลิคอนและโครเมียมอย่างเต็มที่ ที่อุณหภูมิเหล่านี้ เตาอบคืนตัวแบบสปริงจะต้องรักษาความสม่ำเสมอที่แน่นหนา เนื่องจากเส้นโค้งการตอบสนองการอบคืนตัวสูงชัน การเบี่ยงเบนของอุณหภูมิเล็กน้อยทำให้เกิดการกระจายความแข็งที่เห็นได้ชัดเจน
6150 เป็นโลหะผสมยอดนิยมสำหรับคอยล์สปริงและสปริงแบนของยานยนต์และอุตสาหกรรม การเติมวานาเดียมช่วยปรับปรุงโครงสร้างของเกรนและเพิ่มความสามารถในการชุบแข็ง อุณหภูมิแบ่งเบาบรรเทาของ 400°C ถึง 500°C เป็นเรื่องปกติส่งผลให้มีความต้านทานแรงดึงอยู่ในช่วง 1,600 ถึง 1,900 MPa ขึ้นอยู่กับขนาดส่วนและอุณหภูมิการแบ่งเบาบรรเทาเฉพาะ
เหล็กสปริงสเตนเลสจำเป็นต้องพิจารณาเป็นพิเศษ เกรดการตกตะกอนที่ทำให้แข็งตัว เช่น 17-7 PH ได้รับการเสริมความแข็งแกร่งโดยการบำบัดอายุที่อุณหภูมิที่กำหนด — โดยทั่วไป 480°C (สภาพ CH900) หรือ 510°C (สภาพ RH950) — แทนที่จะใช้วงจรการดับและควบคุมอุณหภูมิแบบเดิมๆ เตาหลอมสปริงที่ใช้สำหรับสปริงสเตนเลสจะต้องให้การควบคุมบรรยากาศที่แม่นยำมาก เพื่อป้องกันการสูญเสียโครเมียมที่พื้นผิว ซึ่งอาจส่งผลต่อความต้านทานการกัดกร่อน
เตาอบคืนตัวแบบสปริงนั้นดีพอๆ กับระบบควบคุมคุณภาพที่อยู่รอบๆ เท่านั้น ผู้ผลิตสปริงที่ปฏิบัติตามมาตรฐานคุณภาพยานยนต์หรือการบินและอวกาศจะรักษาการควบคุมกระบวนการที่เข้มงวดเกี่ยวกับการดำเนินการแบ่งเบาบรรเทา
ข้อกำหนดด้านการบินและอวกาศและยานยนต์ส่วนใหญ่จำเป็นต้องมีการสำรวจความสม่ำเสมอของอุณหภูมิเป็นระยะๆ ของเตาอบคืนตัวแบบสปริง ซึ่งโดยทั่วไปจะดำเนินการทุกไตรมาส ใน TUS เทอร์โมคัปเปิลที่ปรับเทียบแล้วจะถูกวางไว้หลายตำแหน่งทั่วโซนการทำงาน และเตาเผาจะทำงานที่จุดตั้งค่าการทำงานมาตรฐาน ค่าเบี่ยงเบนสูงสุดที่อนุญาตของจุดการวัดทั้งหมดจะต้องอยู่ภายในแถบที่ระบุ — โดยทั่วไป ±5°C สำหรับเตาเผาคลาส 2 ต่อ เอเอ็มเอส 2750 (มาตรฐาน Nadcap pyrometry) เตาหลอมที่ไม่เป็นไปตามข้อกำหนดของ TUS จะต้องได้รับการปรับเทียบใหม่หรือซ่อมแซมก่อนที่จะกลับมาให้บริการ
นอกจาก TUS แล้ว เครื่องมือควบคุมอุณหภูมิของเตาเผายังได้รับการตรวจสอบเทียบกับเทอร์โมคัปเปิ้ลอ้างอิงที่ผ่านการสอบเทียบแล้ว ผ่านการทดสอบความแม่นยำของระบบที่ดำเนินการทุกเดือนหรือตามช่วงเวลาที่กำหนด เพื่อให้แน่ใจว่าการอ่านอุณหภูมิที่แสดงโดยตัวควบคุมเตาเผาตรงกับอุณหภูมิจริงในเขตการทำงาน
หลังจากการอบคืนตัวทุกครั้ง สปริงตัวอย่างจะถูกทดสอบความแข็ง — โดยทั่วไปจะใช้สเกล Rockwell C — เพื่อตรวจสอบว่าแบทช์บรรลุช่วงความแข็งที่ระบุหรือไม่ ตัวอย่างเช่นข้อมูลจำเพาะของสปริงวาล์วสำหรับยานยนต์ โดยทั่วไปเรียกว่าความแข็งของ 47 ถึง 52 เหล็กแผ่นรีดร้อน และทั้งชุดอาจถูกปฏิเสธหากตัวอย่างอยู่นอกหน้าต่างนี้
สำหรับการใช้งานที่สำคัญ สปริงตัวอย่างจากชุดอบคืนตัวจะผ่านการทดสอบการโก่งตัวของโหลดเพื่อยืนยันอัตราสปริงและความยาวอิสระ และการทดสอบความล้าเพื่อตรวจสอบว่าวงจรการแบ่งเบาบรรเทามีอายุการใช้งานความล้าที่เพียงพอ สปริงวาล์วของยานยนต์ที่ใช้ในเครื่องยนต์สมรรถนะสูงได้รับการทดสอบเป็นประจำ 10 ล้านรอบหรือมากกว่า โดยไม่ล้มเหลวในระดับความเครียดที่กำหนด
แม้จะมีเตาหลอมสปริงที่ได้รับการบำรุงรักษาอย่างดี แต่ปัญหาก็สามารถเกิดขึ้นได้และส่งผลกระทบต่อคุณภาพของผลิตภัณฑ์ การระบุปัญหาเหล่านี้และสาเหตุที่แท้จริงถือเป็นสิ่งสำคัญสำหรับการผลิตที่สม่ำเสมอ
เตาอบอุณหภูมิแบบสปริงสมัยใหม่ประหยัดพลังงานมากกว่าอุปกรณ์เมื่อ 20 ปีที่แล้วอย่างเห็นได้ชัด ความก้าวหน้าในวัสดุฉนวน เทคโนโลยีองค์ประกอบความร้อน และระบบการเผาไหม้ได้ลดการใช้พลังงานจำเพาะลงอย่างมาก
โมดูลซับใยเซรามิคช่วยลดการเก็บความร้อนที่ผนังเตาเผาและการสูญเสียความร้อนเมื่อเปรียบเทียบกับอิฐทนไฟที่มีความหนาแน่นสูง ในการปรับปรุงจากอิฐเป็นฉนวนใยเซรามิก ช่วยประหยัดพลังงาน 20% ถึง 40% โดยทั่วไปจะมีการรายงานพร้อมกับเวลาการให้ความร้อนที่เร็วขึ้นซึ่งจะเพิ่มความพร้อมใช้งานและปริมาณงานของเตาเผา
การติดตั้งไดรฟ์ความถี่แปรผัน (VFD) เข้ากับมอเตอร์พัดลมหมุนเวียนและไดรฟ์สายพานลำเลียงช่วยให้ความเร็วพัดลมและความเร็วสายพานจับคู่ได้อย่างแม่นยำกับอัตราการผลิตและโหลดสปริง ลดการใช้พลังงานที่ไม่จำเป็นระหว่างช่วงเดินเบาหรือโหลดบางส่วน
ในเตาหลอมสปริงที่ใช้แก๊ส ระบบนำกลับคืนหรือระบบหัวเผาแบบสร้างใหม่จะนำความร้อนจากก๊าซไอเสียมาใช้และใช้ในการอุ่นอากาศที่เผาไหม้ ระบบ Recuperator สามารถเพิ่มอุณหภูมิอากาศที่เผาไหม้ได้ 400°C ถึง 600°C ,ลดการสิ้นเปลืองน้ำมันเชื้อเพลิงด้วย 25% ถึง 35% เมื่อเทียบกับการเผาไหม้ด้วยอากาศเย็น
เตาหลอมสปริงสมัยใหม่มีการใช้การบันทึกข้อมูล การบูรณาการ SCADA และแม้แต่การบำรุงรักษาเชิงคาดการณ์ตามการเรียนรู้ของเครื่องมากขึ้น การตรวจสอบความต้านทานขององค์ประกอบ กระแสไฟฟ้าของมอเตอร์พัดลม การเบี่ยงเบนของการสอบเทียบเทอร์โมคัปเปิล และองค์ประกอบของบรรยากาศอย่างต่อเนื่อง ช่วยให้ทีมบำรุงรักษาสามารถจัดกำหนดการการแทรกแซงก่อนที่จะเกิดข้อผิดพลาด ลดการหยุดทำงานโดยไม่ได้วางแผนซึ่งอาจรบกวนกำหนดการผลิต และทำให้ชุดสปริงที่ได้รับการควบคุมบางส่วนมีความเสี่ยงด้านคุณภาพ
บางครั้งการแบ่งเบาบรรเทาในฤดูใบไม้ผลิกับการบรรเทาความเครียดและการหลอมอ่อน สิ่งเหล่านี้เป็นกระบวนการที่เกี่ยวข้องกันแต่มีกระบวนการให้ความร้อนที่แตกต่างกัน และความแตกต่างมีความสำคัญอย่างมากในการผลิตสปริง
| กระบวนการ | ช่วงอุณหภูมิ | วัตถุประสงค์ | ผลต่อความแข็ง |
|---|---|---|---|
| การแบ่งเบาบรรเทาสปริง | 150°ซ – 500°ซ | ลดความเปราะบางหลังการชุบแข็ง กำหนดคุณสมบัติทางกลขั้นสุดท้าย | ลดความแข็งจากการดับเมื่อถึงเป้าหมายที่ระบุ |
| คลายเครียด | 120°ซ – 250°ซ | ขจัดความเครียดจากการพันหรือขดออกจากสปริงที่ขึ้นรูปเย็น | การเปลี่ยนแปลงความแข็งน้อยที่สุด |
| การหลอม | 700°ซ – 900°ซ | เหล็กอ่อนตัวลงอย่างสมบูรณ์สำหรับการขึ้นรูปหรือการตัดเฉือน | การลดลงอย่างมาก — ส่งผลให้ได้วัสดุที่อ่อนนุ่มมาก |
สปริงพันเย็นที่ทำจากลวดชุบแข็งล่วงหน้า (เช่น ลวดดนตรีหรือลวดดึงแข็ง) มักจะได้รับการบรรเทาความเครียดมากกว่าการอบคืนตัวแบบเต็ม เนื่องจากลวดได้รับการอบคืนสภาพที่โรงสีลวดแล้ว การบำบัดคลายเครียดได้ที่ 120°C ถึง 230°C เป็นเวลา 20 ถึง 30 นาที ขจัดความเค้นจากการขดและรักษารูปทรงของสปริงให้คงที่โดยไม่เปลี่ยนแปลงความแข็งอย่างมีนัยสำคัญ ในทางตรงกันข้าม น้ำพุร้อนที่มีแผลร้อนนั้นจะมีบาดแผลสูงกว่าอุณหภูมิการเปลี่ยนแปลงที่สำคัญ และจำเป็นต้องได้รับการชุบแข็งและอบคืนสภาพเต็มรูปแบบในเตาอบคืนตัวแบบสปริงหลังจากการขึ้นรูป
การเลือกเตาหลอมสปริงต้องอาศัยการรักษาสมดุลในข้อกำหนดการปฏิบัติงานหลายประการ การเลือกที่ไม่ถูกต้องส่งผลให้สปริงมีคุณภาพไม่ดีหรือมีการลงทุนด้านความจุมากเกินไปซึ่งมีราคาแพง

TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
See Details
TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
See Details
TK12120 TK-12120 เครื่องขดสปริง CNC 12แกน ...
See Details
ทีเค-6160 TK-6160 เครื่องรีดสปริง CNC ...
See Details
ทีเค-6120 TK-6120 เครื่องรีดสปริง CNC ...
See Details
ทีเค-5200 TK-5200 เครื่องขดสปริง CNC 5 แกน ...
See Details
ทีเค-5160 TK-5160 เครื่องขดสปริง CNC 5 แกน ...
See Details
ทีเค-5120 TK-5120 เครื่องขดสปริง CNC 5 แกน ...
See Detailsรหัส QR มือถือ

 Language
Language  中文简体
中文简体

