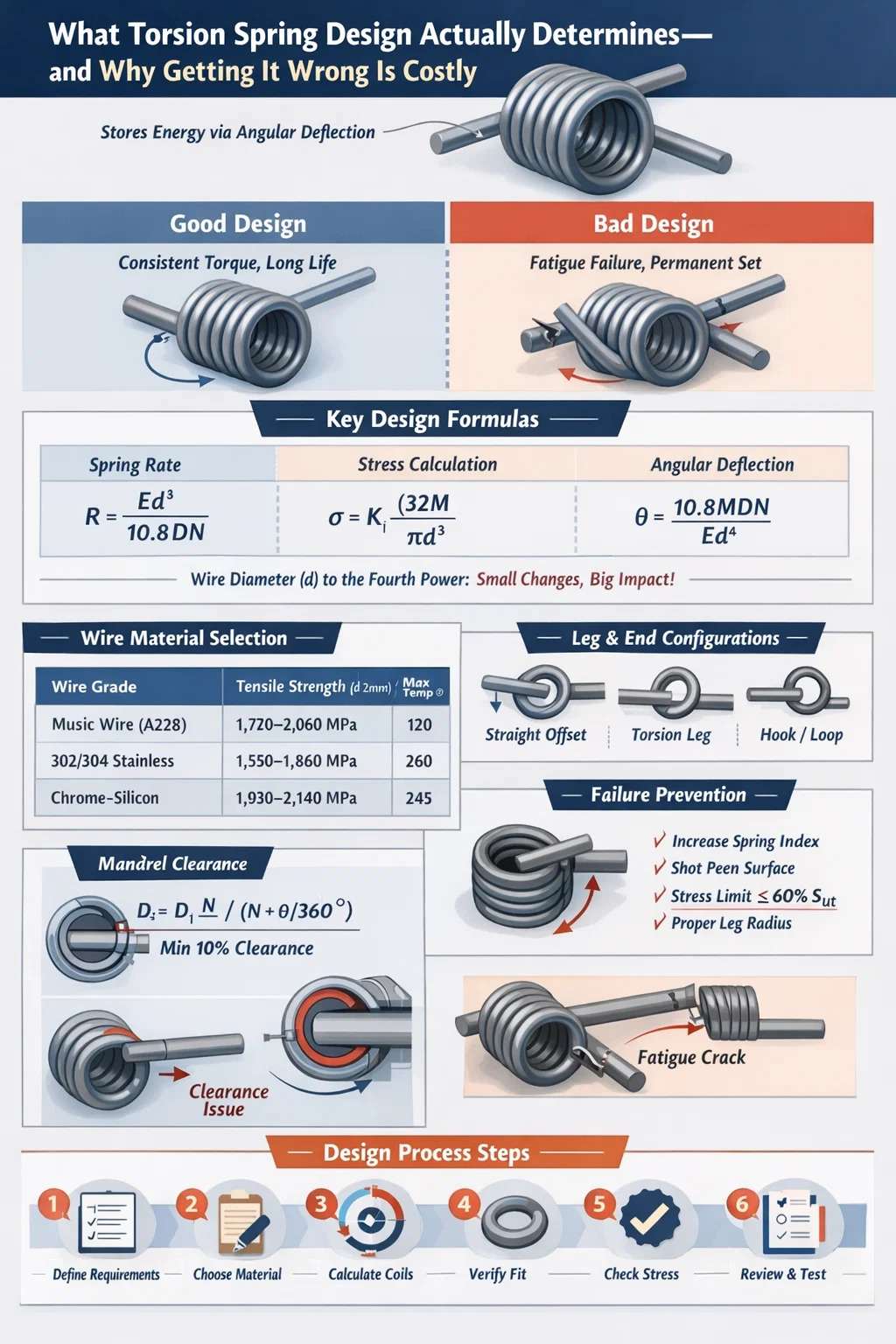
การออกแบบสปริงทอร์ชั่นเป็นกระบวนการระบุรูปทรง วัสดุ คุณลักษณะการรับน้ำหนัก และพิกัดความเผื่อในการผลิตของสปริงที่เก็บพลังงานผ่านการโก่งตัวเชิงมุม แทนที่จะเป็นการบีบอัดหรือการยืดเชิงเส้น ออกแบบอย่างถูกต้อง จากนั้นสปริงก็ให้แรงบิดที่สม่ำเสมอตลอดหลายพันหรือหลายล้านรอบ หากทำผิด คุณจะเผชิญกับความล้มเหลวจากความเมื่อยล้าก่อนเวลาอันควร การเซ็ตตัวถาวร หรือเส้นโค้งแรงบิดที่คาดเดาไม่ได้ซึ่งทำลายกลไกดาวน์สตรีม
ผลลัพธ์การออกแบบที่สำคัญที่สุดคือ อัตราสปริง (แรงบิดต่อระดับการหมุน) โดยทั่วไปจะแสดงเป็น N·mm/° หรือ lb·in/° พารามิเตอร์อื่นๆ ทั้งหมด เช่น เส้นผ่านศูนย์กลางของเส้นลวด เส้นผ่านศูนย์กลางของคอยล์ จำนวนคอยล์ที่ใช้งานอยู่ รูปทรงของขา การกำหนดค่าส่วนปลาย จะถูกป้อนเข้าไปในตัวเลขนั้น เครื่องทอร์ชั่นสปริงสามารถผลิตได้ตามที่การออกแบบระบุไว้เท่านั้น ดังนั้นความแม่นยำในขั้นตอนการออกแบบจึงช่วยลดการทำงานซ้ำที่มีค่าใช้จ่ายสูงในสายการผลิต
บทความนี้อธิบายกระบวนการออกแบบทั้งหมด: ตั้งแต่สมการพื้นฐานและการเลือกวัสดุไปจนถึงข้อจำกัดในการผลิตที่กำหนดโดยเครื่องจักรสปริงบิด โหมดความล้มเหลวทั่วไป และกลยุทธ์การยอมรับในทางปฏิบัติที่ใช้ในการผลิตปริมาณมาก
การออกแบบสปริงทอร์ชันอาศัยชุดสมการทางกลที่กำหนดไว้อย่างดี การทำความเข้าใจสปริงไม่ใช่ทางเลือก แต่จะเป็นตัวกำหนดว่าสปริงของคุณจะคงอยู่ตลอดอายุการใช้งานหรือล้มเหลวในสองสามพันรอบแรก
อัตราสปริงเชิงมุม R คำนวณได้ดังนี้:
R = เอ็ด⁴ / (10.8 DN)
โดยที่ E คือโมดูลัสความยืดหยุ่น (MPa) d คือเส้นผ่านศูนย์กลางของเส้นลวด (มม.) D คือเส้นผ่านศูนย์กลางขดลวดเฉลี่ย (มม.) และ N คือจำนวนขดลวดที่ทำงานอยู่ สำหรับลวดเหล็กกล้าคาร์บอนดึงแข็ง E γ 196,500 MPa; สำหรับสแตนเลส 302/304, E µ 193,000 MPa; สำหรับโครเมียมซิลิกอน (SAE 9254), E γ 201,000 MPa
โปรดสังเกตว่าเส้นผ่านศูนย์กลางของเส้นลวดปรากฏเป็นกำลังที่สี่ การเพิ่ม d เพียง 10% จะทำให้อัตราสปริงเพิ่มขึ้นประมาณ 46% นี่คือเหตุผลว่าทำไมเส้นผ่านศูนย์กลางของเส้นลวดจึงเป็นตัวแปรที่ละเอียดอ่อนที่สุดในการออกแบบสปริงแบบทอร์ชัน — ค่าเบี่ยงเบนพิกัดความเผื่อเล็กน้อยจะส่งผลต่ออัตราสปริงสุดท้ายเกินขนาด
ความเค้นดัดงอในลวดสปริงบิดคือ:
σ = K_i × (32M) / (πd³)
โดยที่ M คือโมเมนต์ที่ใช้ (N·mm) d คือเส้นผ่านศูนย์กลางของเส้นลวด และ K_i คือแฟคเตอร์แก้ไขความเค้นของเส้นใยด้านใน (เรียกอีกอย่างว่าแฟคเตอร์ Wahl สำหรับสปริงบิด) K_i คำนึงถึงผลกระทบจากความโค้งและถูกกำหนดเป็น:
K_i = (4C² - C - 1) / (4C(C - 1))
โดยที่ C คือดัชนีสปริง = D/d สำหรับดัชนีสปริง 6 (ค่าทั่วไป) K_i mut 1.24 สำหรับขดลวดที่แน่นด้วย C = 4 K_i จะเพิ่มขึ้นเป็นประมาณ 1.40 ซึ่งหมายความว่าสปริงขดแน่นจะมองเห็นแรงเค้นที่เส้นใยด้านในสูงขึ้น 13% ในช่วงเวลาเดียวกัน — ความแตกต่างอย่างมีนัยสำคัญเมื่ออายุความล้าเป็นข้อจำกัดในการออกแบบ
การโก่งเชิงมุมรวม θ (เป็นองศา) คือ:
θ = 10.8 MDN / (E d⁴)
สมการนี้เป็นค่าผกผันของสูตรอัตราสปริง โดยจะบอกคุณว่าสปริงหมุนเท่าใดตามแรงบิดที่กำหนด ในการใช้งาน เช่น บานพับประตูรถยนต์หรือตัวควบคุมหน้าต่าง การทราบมุมโก่งที่แน่นอนในแต่ละระดับแรงบิดถือเป็นสิ่งสำคัญสำหรับการบรรจุกลไก
คุณลักษณะหนึ่งที่มีเฉพาะในทอร์ชั่นสปริง: เส้นผ่านศูนย์กลางคอยล์จะเปลี่ยนไปตามลมหรือคลายสปริง เมื่อกรีดในทิศทางปิด (ขดขันให้แน่น) เส้นผ่านศูนย์กลางเฉลี่ยจะลดลง เส้นผ่านศูนย์กลางเฉลี่ยใหม่ D₂ คือ:
D₂ = D₁ N / (N θ/360°)
สำหรับสปริงที่มีคอยล์แอคทีฟ 8 ตัวหมุน 90° D₂ = D₁ × 8 / 8.25 = 0.970 × D₁ — ลดลง 3% หากสปริงทำงานบนแมนเดรล ผู้ออกแบบต้องตรวจสอบว่า D₂ ยังมีระยะห่างเพียงพอ การรบกวนที่การโก่งตัวสูงสุดทำให้เกิดแรงบิดพุ่งสูงและเกิดความล้มเหลวก่อนเวลาอันควร แนวทางปฏิบัติในการออกแบบมาตรฐานคือการรักษาไว้อย่างน้อย ระยะห่าง 10% ระหว่างเส้นผ่านศูนย์กลางคอยล์ด้านในที่โก่งตัวกับเส้นผ่านศูนย์กลางภายนอกของแมนเดรล .
การเลือกใช้วัสดุแยกจากการออกแบบสปริงบิดไม่ได้ ลวดจะต้องมีความต้านทานแรงดึง ขีดจำกัดความทนทาน และความต้านทานการกัดกร่อนตามช่วงอุณหภูมิการทำงาน ขณะเดียวกันก็ยังคงเข้ากันได้กับความสามารถในการขึ้นรูปของเครื่องสปริงทอร์ชั่น
| ลวดเกรด | ความต้านแรงดึง (d = 2 มม.) | อุณหภูมิสูงสุด (°C) | การใช้งานทั่วไป |
|---|---|---|---|
| Hard-drawn (ASTM A227) | 1,380–1,650 เมกะปาสคาล | 120 | วัตถุประสงค์ทั่วไป โหลดแบบคงที่ |
| สายดนตรี (ASTM A228) | 1,720–2,060 เมกะปาสคาล | 120 | ความเมื่อยล้ารอบสูง ความแม่นยำ |
| สแตนเลส 302/304 (ASTM A313) | 1,550–1,860 เมกะปาสคาล | 260 | สภาพแวดล้อมที่มีฤทธิ์กัดกร่อน |
| สแตนเลส 316 (ASTM A313) | 1,480–1,790 เมกะปาสคาล | 315 | ทางทะเล, การสัมผัสสารเคมี |
| โครเมียม-ซิลิคอน (SAE 9254) | 1,930–2,140 เมกะปาสคาล | 245 | ความเครียดสูง อุณหภูมิสูงขึ้น |
| อินโคเนล 718 | 1,240–1,380 เมกะปาสคาล | 600 | การบินและอวกาศกังหันก๊าซ |
สำหรับการใช้งานในอุตสาหกรรมส่วนใหญ่ — บานพับประตู สลัก อุปกรณ์ดึงกลับ และขั้วต่อไฟฟ้า — สายดนตรี (ASTM A228) เป็นตัวเลือกเริ่มต้น . ความต้านทานแรงดึงสูงและคุณภาพพื้นผิวที่สม่ำเสมอช่วยยืดอายุการใช้งานของความล้าได้เกิน 500,000 รอบที่ระดับความเค้นสูงถึง 70% ของความต้านทานแรงดึงสูงสุด ลวดดึงแข็งมีราคาถูกกว่า 10–15% แต่มีผิวสำเร็จที่หยาบกว่าและมีความแปรปรวนของความต้านทานแรงดึงมากกว่า ทำให้เหมาะสำหรับการใช้งานแบบคงที่หรือรอบต่ำ
ลวดโครเมียม-ซิลิคอน แม้จะมีราคาแพงกว่า แต่ก็เป็นตัวเลือกมาตรฐานสำหรับสปริงวาล์วรถยนต์และสปริงส่งกลับเบรกที่อุณหภูมิการทำงานสูงถึง 200–240°C และต้องลดการคลายความเครียดให้เหลือน้อยที่สุด เครื่องจักรทอร์ชั่นสปริงเป็นที่ต้องการมากกว่า เนื่องจากความแข็งที่สูงขึ้นช่วยเร่งการสึกหรอของเครื่องมือ ซึ่งเป็นปัจจัยที่ต้องหารือกับผู้ผลิตในระหว่างการตรวจสอบการออกแบบ
ทองแดงฟอสเฟอร์บรอนซ์และเบริลเลียมปรากฏในสปริงขั้วต่อไฟฟ้าซึ่งค่าการนำไฟฟ้ามีความสำคัญควบคู่ไปกับประสิทธิภาพทางกล โดยเฉพาะอย่างยิ่งทองแดงเบริลเลียม แม้จะมีราคาแพง แต่ก็ให้ความต้านทานแรงดึงที่ใกล้ถึง 1,400 MPa และรักษาความต้านทานต่อการติดตั้งได้ดีเยี่ยม ทำให้เหมาะสำหรับเครื่องมือที่มีความแม่นยำซึ่งมีความทนทานต่อแรงบิดสูงตลอดอายุการใช้งานที่ยาวนานขึ้น
การกำหนดค่าส่วนปลายของทอร์ชั่นสปริง — วิธีรูปร่างของขา ตำแหน่งที่สัมผัสกับชิ้นส่วนที่ผสมพันธุ์ และรูปทรงที่เป็นไปตาม — ส่งผลโดยตรงต่อสามสิ่ง: จำนวนคอยล์ที่ใช้งานอยู่อย่างมีประสิทธิผล ความเข้มข้นของความเครียดที่จุดเชื่อมต่อระหว่างขาและลำตัว และสิ่งที่เครื่องสปริงทอร์ชั่นสามารถสร้างขึ้นได้สมจริง
จำนวนคอยล์แอคทีฟที่มีประสิทธิผล N_a รวมถึงส่วนสนับสนุนจากขาด้วย สำหรับขาตรง การประมาณมาตรฐานจะเพิ่ม L/(3πD) ให้กับจำนวนขดตัว โดยที่ L คือความยาวรวมของขาทั้งสองข้าง สำหรับสปริงที่มีเส้นผ่านศูนย์กลางคอยล์เฉลี่ย 20 มม. และขา 30 มม. สองตัว จะต้องบวกขดลวดประมาณ 30/(3π×20) µs 0.16 ซึ่งเป็นการแก้ไขเล็กน้อยแต่ไม่สำคัญเมื่อต้องใช้ความคลาดเคลื่อนของอัตราสปริงที่แคบ (±5% หรือดีกว่า)
การเพิกเฉยต่อการแก้ไขนี้ทำให้เกิดข้อผิดพลาดของอัตราสปริงอย่างเป็นระบบซึ่งปรากฏชัดเจนในระหว่างการตรวจสอบบทความแรก ซึ่งจำเป็นต้องมีการปรับจำนวนคอยล์และใช้เวลาตั้งค่าเครื่องสปริงทอร์ชั่นสปริง CNC เพิ่มเติม
เครื่องทอร์ชั่นสปริง — โดยเฉพาะเครื่องคอยล์ CNC ที่รองรับสปริงทอร์ชั่น — สร้างลวดโดยการดัดไปรอบๆ แกนม้วนขด ในขณะเดียวกันก็สร้างรูปทรงขาและส่วนปลายไปพร้อมๆ กัน การทำความเข้าใจว่าเครื่องจักรทำอะไรได้บ้างและทำไม่ได้เป็นสิ่งสำคัญในขั้นตอนการออกแบบ ก่อนที่จะตัดเครื่องมือ
เครื่อง CNC ทอร์ชั่นสปริงแบบมาตรฐานรองรับเส้นลวดที่มีเส้นผ่านศูนย์กลางตั้งแต่ประมาณ 0.10 มม. ถึง 16 มม. ขึ้นอยู่กับประเภทเครื่องจักร คอยเลอร์ CNC ระดับเริ่มต้นครอบคลุม 0.3–3.5 มม. เครื่องจักรอุตสาหกรรมหนักจับลวดขนาด 3–16 มม. ดัชนีสปริง (D/d) ถูกจำกัดในทางปฏิบัติระหว่าง 4 ถึง 16 สำหรับการดำเนินการผลิตส่วนใหญ่:
จุดที่น่าสนใจสำหรับการผลิตเครื่องจักรทอร์ชั่นสปริงคือ ค = 6 ถึง ค = 12 โดยที่แรงในการขึ้นรูปสามารถจัดการได้ การสึกหรอของเครื่องมือสามารถคาดเดาได้ และพิกัดความเผื่อมิติสามารถทำได้ที่ความเร็วการผลิตสูง
เครื่องทอร์ชั่นสปริง CNC สมัยใหม่ เช่น เครื่อง Wafios, Numalliance หรือ Simplex ทำงานด้วยแกนควบคุม 4 ถึง 8 แกน ความสามารถที่สำคัญ ได้แก่ :
มุมอิสระ — มุมระหว่างขาทั้งสองข้างในสภาพไม่ได้โหลด — เป็นหนึ่งในพารามิเตอร์ที่ท้าทายที่สุดในการควบคุม ความคลาดเคลื่อนของมุมอิสระ ±3° ถึง ±5° คือความสามารถในการผลิตมาตรฐาน ±1° ถึง ±2° สามารถทำได้ด้วยเครื่อง CNC ทอร์ชั่นสปริงระดับพรีเมียมและคุณสมบัติของกระบวนการ แต่มีราคาต่อชิ้นที่สูงกว่า นักออกแบบควรระบุพิกัดความเผื่อที่แคบที่สุดที่พวกเขาต้องการจริงๆ ไม่ใช่ค่าที่แคบที่สุดที่พวกเขาคิดว่าเป็นไปได้ การระบุพิกัดความเผื่อมุมอิสระที่มากเกินไปอาจทำให้ต้นทุนของชิ้นส่วนเพิ่มขึ้นเป็นสองเท่าหรือสามเท่าโดยไม่ต้องปรับปรุงการทำงานของผลิตภัณฑ์
หลังจากการขึ้นรูป สปริงทอร์ชันที่ทำจากลวดชุบแข็งล่วงหน้า (ลวดดนตรี ดึงแข็ง สเตนเลส) ผ่านการอบเพื่อคลายความเครียดที่อุณหภูมิต่ำ โดยทั่วไปจะใช้อุณหภูมิ 175–230°C เป็นเวลา 20–30 นาที ซึ่งจะช่วยลดความเค้นตกค้างที่เกิดขึ้นระหว่างการขดม้วน ทำให้มุมอิสระคงที่ และลดการตั้งค่าในการให้บริการ สปริงโครเมียม-ซิลิคอนและโครเมียม-วานาเดียมถูกสร้างขึ้นจากลวดอบอ่อน จากนั้นจึงชุบน้ำมันและอบคืนตัวจนมีความแข็งขั้นสุดท้ายหลังจากการขด ซึ่งช่วยให้สามารถควบคุมคุณสมบัติของวัสดุได้มากขึ้น แต่ต้องมีขั้นตอนกระบวนการเพิ่มเติมในสายการผลิตสปริงบิด
การขัดผิวแบบ Shot Peening ซึ่งใช้หลังการอบชุบด้วยความร้อน จะทำให้เกิดแรงกดตกค้างบนพื้นผิวลวด ส่งผลให้ขีดจำกัดความทนทานต่อความล้าเพิ่มขึ้นโดย 20–30% สำหรับสปริงที่ทำงานแบบกลับด้าน สำหรับสปริงทอร์ชันในการใช้งานรอบสูง (มากกว่า 500,000 รอบ) การขัดผิวด้วยการฉีดมักจะระบุเสมอแม้จะเพิ่มต้นทุนชิ้นส่วนขึ้น 15–25% เนื่องจากทางเลือกอื่น — ความล้มเหลวจากความเมื่อยล้าในภาคสนาม — มีราคาแพงกว่ามาก
ความล้มเหลวจากความล้าเป็นโหมดความล้มเหลวหลักสำหรับสปริงทอร์ชันภายใต้การโหลดแบบวน โดยเริ่มต้นที่พื้นผิวคอยล์ด้านใน (ซึ่งความเค้นดัดงอจะสูงที่สุดเนื่องจากความโค้ง) หรือที่จุดเชื่อมต่อระหว่างขาและลำตัว (จุดรวมความเครียด) การทำนายชีวิตที่เหนื่อยล้าจำเป็นต้องเข้าใจทั้งแอมพลิจูดของความเครียดและความเครียดเฉลี่ย
เกณฑ์ Modified Goodman เกี่ยวข้องกับแอมพลิจูดของความเครียดที่อนุญาต σ_a ถึงหมายถึงความเครียด σ_m:
σ_a / S_e σ_m / S_ut = 1
โดยที่ S_e คือขีดจำกัดความทนทาน และ S_ut คือค่าความต้านทานแรงดึงขั้นสูงสุด สำหรับสายดนตรี S_e γ 0.45 × S_ut สำหรับชิ้นงานขัดเงา ปัจจัยการแก้ไขผิวสำเร็จจะลดลงเหลือประมาณ 0.35–0.38 × S_ut สำหรับลวดการผลิตที่มีคุณภาพพื้นผิวมาตรฐาน
บางครั้งพาราโบลาเกอร์เบอร์ถูกใช้เป็นทางเลือกแทนกลุ่ม Goodman เนื่องจากพาราโบลานี้เหมาะสมกับข้อมูลความล้าของสปริงเชิงประจักษ์อย่างใกล้ชิดมากขึ้นที่ระดับความเค้นเฉลี่ยสูง However, Goodman remains more conservative and is preferred for safety-critical applications.
ในการออกแบบสปริงบิดที่ใช้งานได้จริง เป้าหมายอัตราส่วนความเค้นต่อไปนี้ให้ประสิทธิภาพความล้าที่เชื่อถือได้:
เป้าหมายเหล่านี้จะต้องคำนวณโดยใช้สูตรแก้ไขความเครียดด้วยปัจจัย Wahl การใช้สมการความเค้นดัดงอที่ระบุโดยไม่มีการแก้ไขความโค้งจะประเมินความเค้นลวดที่เกิดขึ้นจริงต่ำไป 15–35% ขึ้นอยู่กับดัชนีสปริง ซึ่งเป็นข้อผิดพลาดร้ายแรงที่อาจเกิดขึ้นในการออกแบบวงจรสูง
Torsion springs under sustained load can exhibit permanent set — a permanent change in free angle over time due to creep in the wire material. ชุดถาวรขึ้นอยู่กับอุณหภูมิและมีนัยสำคัญที่สูงกว่า 100°C สำหรับลวดเหล็กกล้าคาร์บอน ความเค้นต่อเนื่องสูงสุดที่อนุญาตเพื่อจำกัดการตั้งค่าให้น้อยกว่า 2% ในระยะเวลา 1,000 ชั่วโมงที่อุณหภูมิห้องคือประมาณ 65% ของ S_ut สำหรับสายดนตรี และ 70% สำหรับโครเมียม-ซิลิคอน
สำหรับการใช้งานที่สปริงถูกยึดไว้ในตำแหน่งที่ถูกบีบอัด (เช่นในกลไกของยานยนต์และอุปกรณ์) ผู้ออกแบบจะต้องตรวจสอบว่าความเค้นที่คงอยู่ ณ การโก่งตัวสูงสุดนั้นไม่เกินขีดจำกัดเหล่านี้ หากไม่ปฏิบัติตามจะส่งผลให้แรงบิดเสื่อมลงตลอดอายุการใช้งานของผลิตภัณฑ์ ซึ่งเป็นข้อร้องเรียนทั่วไปในภาคสนามที่ย้อนกลับไปถึงการควบคุมการออกแบบสปริงแรงบิดโดยตรง
Specifying tolerances on a torsion spring drawing is where engineering judgment intersects with manufacturing cost. ความคลาดเคลื่อนทุกประการที่แน่นกว่าความสามารถในการผลิตมาตรฐานจำเป็นต้องมีการควบคุมกระบวนการเพิ่มเติม เพิ่มความถี่ในการตรวจสอบ หรือรอบเวลาของเครื่องจักรสปริงบิดช้าลง ซึ่งทั้งหมดนี้เพิ่มต้นทุน
| พารามิเตอร์ | ความอดทนมาตรฐาน | ความอดทนที่แน่นหนา (ต้นทุนระดับพรีเมียม) |
|---|---|---|
| เส้นผ่านศูนย์กลางลวด | ตามมาตรฐานลวด ASTM (โดยทั่วไป ± 1–2%) | ±0.5% (ต้องมีล็อตลวดที่ผ่านการรับรอง) |
| เส้นผ่านศูนย์กลางคอยล์เฉลี่ย | ±2–3% | ±1% |
| จำนวนคอยล์ | ±0.25 คอยล์ | ±0.1 คอยล์ |
| มุมฟรี | ±5° | ±2° |
| อัตราสปริง | ±10% | ±5% |
| แรงบิดที่มุมทดสอบ | ±10% | ±5% |
| ความยาวขา | ±1.0 มม | ±0.5 มม |
| ความยาวลำตัว (ขดปิด) | ±0.5 มม | ±0.2 มม |
The most important tolerance to specify correctly is the torque at a defined test angle, not the spring rate in isolation. ความทนทานต่อแรงบิดที่มุมเฉพาะจะเชื่อมโยงโดยตรงกับการทำงานของผลิตภัณฑ์ โดยจะบอกผู้ผลิตได้อย่างชัดเจนว่าสปริงจะต้องส่งอะไร ณ จุดในการเดินทางซึ่งมีความสำคัญต่อการประกอบ Spring rate alone doesn't tell the story if the free angle varies.
แนวทางทั่วไปและมีประสิทธิภาพคือการระบุ: (1) แรงบิดที่มุมการทำงานขั้นต่ำ (2) แรงบิดที่มุมการทำงานสูงสุด และ (3) มุมอิสระที่มีพิกัดความเผื่อกว้าง ข้อมูลจำเพาะด้านการทำงานนี้ช่วยให้ผู้ควบคุมเครื่องจักรสปริงทอร์ชั่นมีอิสระสูงสุดในการปรับกระบวนการขึ้นรูปให้เหมาะสม ในขณะเดียวกันก็รับประกันว่าสปริงจะทำงานได้อย่างถูกต้องในการประกอบ
การวาดสปริงบิดควรระบุ:
Omitting wind direction from a drawing is one of the most common and costly errors in torsion spring procurement. สปริงบิดด้านขวาที่พันอยู่ในทิศทางปิดจะสร้างแรงบิดเพิ่มขึ้นในขณะที่ปิด หากชุดประกอบต้องใช้แรงบิดในการปิดจากสปริงด้านซ้าย กลไกจะทำงานย้อนกลับหรือไม่ทำงานเลย
Understanding failure modes is not post-mortem engineering — it is a design input. โหมดความล้มเหลวแต่ละโหมดจะแมปกับการตัดสินใจออกแบบเฉพาะที่สามารถป้องกันหรือบรรเทาได้
The highest bending stress in a torsion spring occurs at the inner fiber of each coil due to the curvature effect (captured by the Wahl factor). รอยแตกจากความล้าเริ่มต้นที่นี่และแพร่กระจายตามขวางผ่านเส้นผ่านศูนย์กลางของเส้นลวด ส่งผลให้เกิดการแตกหักกะทันหัน กลยุทธ์การป้องกัน:
Set manifests as a reduction in free angle over time, reducing the torque delivered at the working angle. สาเหตุที่แท้จริงคือความเครียดที่คงอยู่ซึ่งเกินขีดจำกัดความยืดหยุ่นของวัสดุที่อุณหภูมิการทำงาน การป้องกัน: รักษาความเค้นต่อเนื่องให้ต่ำกว่า 65% S_ut สำหรับเหล็กกล้าคาร์บอน ใช้สปริงที่ตั้งไว้ล่วงหน้า (เบี่ยงเบนไปล่วงหน้าจากมุมการทำงานสูงสุดในระหว่างการผลิตเพื่อทำให้เกิดความเค้นตกค้างที่ดี) หรือระบุลวดโลหะผสมที่สูงกว่าซึ่งมีความต้านทานการคลายตัวที่ดีกว่า
เมื่อสปริงเบี่ยงไปในทิศทางปิด เส้นผ่านศูนย์กลางภายในคอยล์จะลดลง หากติดตั้งสปริงเหนือแมนเดรลโดยมีระยะห่างไม่เพียงพอ คอยล์จะสัมผัสกับแมนเดรล ทำให้เกิดแรงเสียดทาน ความร้อน และแรงบิดแหลมที่คาดเดาไม่ได้ ในกรณีที่รุนแรง สปริงจะยึดแกนแมนเดรลจนหมด การแก้ไขนี้ออกแบบมาตรงไปตรงมา: คำนวณเส้นผ่านศูนย์กลางด้านในของคอยล์ขั้นต่ำที่การโก่งตัวสูงสุดโดยใช้สูตรการเปลี่ยนเส้นผ่านศูนย์กลาง และตรวจสอบให้แน่ใจว่าแมนเดรล OD มีขนาดเล็กลงอย่างน้อย 10% อย่างไรก็ตาม ผู้ออกแบบจะต้องทราบมุมการทำงานสูงสุดในขั้นตอนการออกแบบ
การเปลี่ยนจากตัวคอยล์ไปเป็นขาตรงคือความไม่ต่อเนื่องทางเรขาคณิตที่ทำให้เกิดความเข้มข้นของความเครียด ขนาดขึ้นอยู่กับความคมของการโค้งงอ รัศมีการโค้งงอขั้นต่ำ 1.5d ที่โคนขาถือเป็นแนวทางการออกแบบที่ดี — รัศมีที่เล็กกว่านี้จะทำให้ปัจจัยความเข้มข้นของความเครียดเพิ่มขึ้นอย่างมาก เมื่อเครื่องทอร์ชั่นสปริงสร้างขา ผู้ปฏิบัติงานจะปรับเครื่องมือเพื่อให้ได้รัศมีขั้นต่ำนี้ หากผู้ออกแบบวาดมุมแหลมคมที่โคนขา เครื่องจักรจะสร้างมุมที่แหลมคม และความเมื่อยล้าจะเกิดขึ้นที่ตำแหน่งนั้น แทนที่จะเกิดขึ้นที่ตัวคอยล์ซึ่งการวิเคราะห์ความเครียดคาดการณ์ไว้
การออกแบบสปริงทอร์ชั่นสปริงที่มีประสิทธิภาพสูงสุดได้รับการพัฒนาร่วมกันระหว่างวิศวกรและผู้ผลิตสปริง โดยเฉพาะที่เกี่ยวข้องกับทีมงานที่ใช้เครื่องสปริงทอร์ชั่นในช่วงต้นของกระบวนการออกแบบ ก่อนที่การวาดแบบจะเสร็จสิ้น
ข้อควรพิจารณาที่สำคัญของ DFM ที่จะแจ้งร่วมกับผู้ผลิต:
วิศวกรที่ปฏิบัติต่อผู้ผลิตสปริงในฐานะซัพพลายเออร์สินค้าโภคภัณฑ์อย่างแท้จริง โดยจัดทำแบบร่างที่สมบูรณ์โดยไม่ต้องหารือใดๆ จะได้รับผลลัพธ์ที่ต่ำกว่ามาตรฐานอย่างสม่ำเสมอ วิศวกรที่เกี่ยวข้องกับทีมเครื่องจักรทอร์ชั่นสปริงในการทบทวนการออกแบบจะได้สปริงที่ผลิตได้ง่ายกว่า มีความสม่ำเสมอมากกว่า และมีราคาถูกกว่าในปริมาณการผลิต
หลักการออกแบบสปริงทอร์ชันมีความแตกต่างกันในแต่ละอุตสาหกรรม ต่อไปนี้คือตัวอย่างที่เป็นรูปธรรมว่าบริบทของแอปพลิเคชันส่งผลต่อการตัดสินใจในการออกแบบอย่างไร
ข้อกำหนดทั่วไป: แรงบิด 8–12 N·m ที่ระยะโก่ง 75° , อายุการใช้งาน 500,000 รอบ อุณหภูมิในการทำงาน -40°C ถึง 80°C เส้นผ่านศูนย์กลางลวด 4–6 มม. โลหะผสมโครเมียม-ซิลิคอน ขัดผิวแบบ shot เคลือบซิงค์ฟอสเฟต เครื่องทอร์ชั่นสปริงจะต้องสร้างมุมอิสระที่สม่ำเสมอที่ ±3° เนื่องจากความรู้สึกของการหน่วงประตูไวต่อการเปลี่ยนแปลงของแรงบิดที่ตำแหน่งตรวจสอบตรงกลาง (โดยทั่วไปคือ 30–45°) สปริงเหล่านี้ผลิตขึ้นในปริมาณมากนับแสนต่อปี โดยอาศัยเครื่องมือเครื่องจักรสปริงบิดและการทดสอบแรงบิดในกระบวนการที่ชิ้นส่วน 100%
ข้อกำหนดทั่วไป: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
เครื่องมือผ่าตัดและกลไกอุปกรณ์แบบฝังใช้สปริงบิดที่ทำจากสแตนเลส 316L หรือโลหะผสม MP35N ค่าความคลาดเคลื่อนของแรงบิด ±3–5% เป็นเรื่องปกติ ทุกสปริงได้รับการตรวจสอบ 100% ข้อกำหนดในการตรวจสอบย้อนกลับหมายถึงแต่ละล็อตการผลิตจะเชื่อมโยงกับหมายเลขความร้อนของลวดเฉพาะและบันทึกชุดงานของเครื่องสปริงบิด ข้อกำหนดเหล่านี้เพิ่มต้นทุนอย่างมาก แต่ไม่สามารถต่อรองได้เมื่อพิจารณาจากสภาพแวดล้อมด้านกฎระเบียบ เส้นผ่านศูนย์กลางของลวดโดยทั่วไปจะมีตั้งแต่ 0.25 มม. ถึง 2.0 มม. ขึ้นอยู่กับการใช้งาน
สปริงทอร์ชั่นสปริงสำหรับประตูโรงรถที่อยู่อาศัยมีขนาดใหญ่ (เส้นผ่านศูนย์กลางลวด 4–8 มม. เส้นผ่านศูนย์กลางคอยล์เฉลี่ย 50–75 มม.) และออกแบบมาสำหรับ 10,000 ถึง 30,000 รอบ ของชีวิต พวกมันถูกพันเป็นคู่ตรงข้ามกันบนเพลากลาง เพื่อรักษาสมดุลน้ำหนักประตู อัตราสปริงต้องตรงกับน้ำหนักและความสูงของประตูภายใน ±10% ไม่เช่นนั้นประตูจะสมดุลไม่ถูกต้อง สปริงเหล่านี้ผลิตขึ้นโดยใช้เครื่องจักรทอร์ชั่นสปริงอุตสาหกรรมขนาดใหญ่ในปริมาณมาก โดยจำหน่ายเป็นสินค้าโภคภัณฑ์ และเป็นหนึ่งในสปริงที่ชำรุดในครัวเรือนที่พบบ่อยที่สุด ไม่ใช่เพราะสปริงเหล่านี้ได้รับการออกแบบมาไม่ดี แต่เป็นเพราะได้รับการออกแบบให้มีเป้าหมายด้านต้นทุนที่จำกัดอายุการใช้งาน
การนำกระบวนการออกแบบมารวมกันเป็นเวิร์กโฟลว์ที่มีโครงสร้างจะช่วยป้องกันข้อผิดพลาดทั่วไปในการทำซ้ำล่าช้าในการพัฒนาเมื่อการเปลี่ยนแปลงมีราคาแพง
การปฏิบัติตามลำดับนี้อย่างต่อเนื่องจะหลีกเลี่ยงข้อผิดพลาดในการออกแบบสปริงประเภทที่แพงที่สุด: การค้นพบปัญหาด้านมิติหรือประสิทธิภาพระหว่างการตรวจสอบความถูกต้องของการประกอบ เมื่อเปลี่ยนแปลงการออกแบบสปริงจำเป็นต้องตรวจสอบคุณสมบัติการตั้งค่าเครื่องจักรสปริงบิดอีกครั้ง และอาจออกแบบชิ้นส่วนที่จับคู่ใหม่

TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
See Details
TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
See Details
TK12120 TK-12120 เครื่องขดสปริง CNC 12แกน ...
See Details
ทีเค-6160 TK-6160 เครื่องรีดสปริง CNC ...
See Details
ทีเค-6120 TK-6120 เครื่องรีดสปริง CNC ...
See Details
ทีเค-5200 TK-5200 เครื่องขดสปริง CNC 5 แกน ...
See Details
ทีเค-5160 TK-5160 เครื่องขดสปริง CNC 5 แกน ...
See Details
ทีเค-5120 TK-5120 เครื่องขดสปริง CNC 5 แกน ...
See Detailsคิวอาร์โค้ดมือถือ

 Language
Language  中文简体
中文简体

