กระบวนการดัดงอคือการขึ้นรูปโลหะที่ใช้แรงควบคุมกับชิ้นงานจนกระทั่งชิ้นงานเกิดการบิดตัวเป็นพลาสติกรอบๆ แม่พิมพ์ แมนเดรล หรือลูกกลิ้ง ทำให้รูปร่างเปลี่ยนโดยไม่ต้องตัดวัสดุออก คำตอบสั้นๆ ก็คือ: งานดัดงอได้เนื่องจากโลหะมีโซนยืดหยุ่นและโซนพลาสติก และการโค้งงอสำเร็จทุกครั้งนั้นขึ้นอยู่กับการดันวัสดุเกินขีดจำกัดยางยืดให้ไกลพอที่จะคงรูปร่างใหม่ไว้ได้เมื่อโหลดถูกถอดออก หรือที่เรียกว่าสปริงแบ็ค เครื่องดัดสปริงเป็นอุปกรณ์ที่สร้างขึ้นเพื่อควบคุมการเปลี่ยนแปลงที่แน่นอนของคอยล์สปริง ทอร์ชั่นสปริง และรูปแบบลวด โดยใช้เครื่องมือหมุน หมุด และแกนที่ขับเคลื่อนด้วย CNC เพื่อทำซ้ำการโค้งงอเดิมหลายพันครั้งโดยแทบไม่มีการเปลี่ยนแปลงเลย ส่วนที่เหลือของบทความนี้จะแจกแจงรายละเอียดว่ากระบวนการนั้นเกิดขึ้นจริงในโรงงานอย่างไร สิ่งที่แยกเครื่องดัดสปริงที่ดีออกจากเครื่องธรรมดา และวิธีการรักษามุมโค้งงอให้สม่ำเสมอตลอดการดำเนินการผลิตทั้งหมด
การดัดไม่ใช่การกระทำเพียงครั้งเดียว มันเป็นลำดับของเหตุการณ์ทางกลที่เกิดขึ้นในเสี้ยววินาที และการทำความเข้าใจในแต่ละขั้นตอนจะอธิบายได้ว่าทำไมโค้งบางอันจึงแตก บางบางเด้งกลับไกลเกินไป และบางอันมีมุมที่สมบูรณ์แบบทุกครั้ง
เมื่อออกแรงกับลวดหรือแผ่นเป็นครั้งแรก วัสดุจะยืดหรือบีบอัดภายในช่วงยืดหยุ่น หากนำน้ำหนักออก ณ จุดนี้ โลหะก็จะกลับคืนสู่รูปร่างเดิมโดยสมบูรณ์ ยังไม่มีการโค้งงอถาวรเกิดขึ้น
เมื่อแรงเพิ่มขึ้นเลยจุดคราก เส้นใยด้านนอกของส่วนโค้งจะยืดออกอย่างถาวรในขณะที่เส้นใยด้านในถูกบีบอัด นี่คือช่วงเวลาจริงที่กระบวนการดัดโค้งทำให้เกิดรูปร่างที่คงทน และแกนกลางซึ่งเป็นเส้นภายในวัสดุที่ไม่ยืดหรือบีบอัด จะเลื่อนไปทางรัศมีด้านในเล็กน้อยเมื่อโค้งงอแน่นขึ้น
เมื่อเครื่องมือปล่อยวัสดุออกมา พลังงานยืดหยุ่นที่สะสมไว้จะทำให้ส่วนโค้งงอเล็กน้อยไปยังรูปร่างดั้งเดิม เครื่องดัดสปริงจะชดเชยสิ่งนี้โดยการโค้งงอเกินจำนวนที่คำนวณได้ โดยปกติจะอยู่ระหว่าง 2 ถึง 8 องศา ขึ้นอยู่กับเส้นผ่านศูนย์กลางของเส้นลวด ความต้านทานแรงดึง และสภาวะการรักษาความร้อน
| วัสดุ | ความต้านทานแรงดึงโดยทั่วไป | สปริงแบ็คเฉลี่ย |
|---|---|---|
| เหล็กสปริงคาร์บอนสูง | 1900 ถึง 2200 เมกะปาสคาล | 5 ถึง 8 องศา |
| สแตนเลส 302 หรือ 304 | 1300 ถึง 1600 เมกะปาสคาล | 3 ถึง 6 องศา |
| สายดนตรี ASTM A228 | 2200 ถึง 2500 เมกะปาสคาล | 6 ถึง 9 องศา |
| ฟอสเฟอร์สีบรอนซ์ | 700 ถึง 900 เมกะปาสคาล | 2 ถึง 4 องศา |
เครื่องดัดสปริง CNC สมัยใหม่แบ่งวงจรการโค้งงอเดี่ยวให้เป็นลำดับที่ทำซ้ำได้ แต่ละขั้นตอนได้รับการตั้งโปรแกรมไว้เป็นการเคลื่อนที่ของแกน และตัวควบคุมจะซิงโครไนซ์การป้อนลวด การหมุน และการมีส่วนร่วมของเครื่องมือ เพื่อให้วงจรทั้งหมดเสร็จสิ้นภายในเสี้ยววินาทีสำหรับรูปแบบที่เรียบง่าย
การดัดงอแต่ละครั้งไม่ได้ใช้อุปกรณ์หรือฟิสิกส์แบบเดียวกัน การทำความเข้าใจว่าเครื่องดัดสปริงเหมาะสมกับตำแหน่งใดเมื่อเทียบกับการดัดโลหะแผ่น ช่วยให้ผู้ซื้อหลีกเลี่ยงการสั่งเครื่องมือที่ไม่ถูกต้องสำหรับงานได้
การดัดเบรกด้วยแรงกดจะสร้างแผ่นเรียบหรือแผ่นระหว่างหมัดและแม่พิมพ์ ทำให้เกิดเส้นโค้งเส้นตรงเส้นเดียวต่อจังหวะ เหมาะกับแผง ฉากยึด และเปลือกหุ้ม มากกว่ารูปแบบลวดหรือแท่งกลม
การดัดโค้งจะส่งวัสดุผ่านลูกกลิ้งสามหรือสี่ลูกกลิ้งเพื่อสร้างเส้นโค้งรัศมีขนาดใหญ่ ซึ่งมักใช้สำหรับกระบอกสูบ ถัง และส่วนโค้งของโครงสร้าง แทนที่จะเป็นรูปทรงเรขาคณิตที่มีความแม่นยำแน่นหนา
ท่อหรือท่อแคลมป์ดัดงอแบบหมุนกับดายที่มีรัศมีคงที่แล้วหมุนไปรอบๆ ดายนั้น ทำให้เกิดการโค้งงอในรัศมีที่แคบโดยผนังบางน้อยที่สุด ซึ่งใช้กันอย่างแพร่หลายในการผลิตท่อไอเสียรถยนต์และโรลเคจ
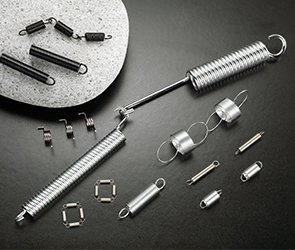
เครื่องดัดสปริง ซึ่งบางครั้งเรียกว่าเครื่องขึ้นรูปลวด CNC จะจัดการกับสต็อกลวดกลมที่บางกว่าที่อัตรารอบสูง ทำให้เกิดสปริงบิด ตะขอสปริงอัด ห่วงสปริงขยาย และรูปแบบลวดแบบกำหนดเองที่มีการโค้งงอหลายส่วนต่อชิ้นส่วน แทนที่จะโค้งงอยาวตรงเพียงครั้งเดียว
ขดลวดพันขดลวดรอบๆ แกนหมุนเพื่อสร้างโครงของสปริงอัดหรือสปริงต่อ และมักจะจับคู่กับการดัดด้วยเครื่องจักรเดียวกันเมื่อชิ้นส่วนที่เสร็จแล้วนั้นต้องการทั้งตัวขดและตะขอหรือขาที่ขึ้นรูปแล้ว สำหรับเครื่องม้วนและดัดแบบผสมผสาน ระบบป้อนลวดและยืดตรงแบบเดียวกันจะทำหน้าที่ทั้งสองฟังก์ชัน โดยมีเครื่องมือพิทช์แยกต่างหากเพื่อควบคุมมุมเกลียวในระหว่างขั้นตอนการม้วนก่อนที่หัวดัดจะเข้ามาสร้างส่วนปลาย
เครื่องสไลด์สี่เครื่องเพิ่มเครื่องมือขึ้นรูปแนวนอนที่เข้าใกล้เส้นลวดจากหลายทิศทาง ซึ่งมีประโยชน์สำหรับชิ้นส่วนที่รวมการดัด การม้วน และการทำให้แบนในรอบเดียว เครื่องจักรเหล่านี้อยู่ที่ปลายด้านบนของความซับซ้อนในการขึ้นรูปลวด และโดยทั่วไปจะปรับต้นทุนให้เหมาะสมสำหรับชิ้นส่วนที่มีรูปทรงที่ซับซ้อนซึ่งไม่สามารถผลิตด้วยเครื่องดัดสปริงแบบสองแกนหรือสี่แกนมาตรฐานได้
เอกสารข้อมูลจำเพาะจากผู้ผลิตหลายรายไม่ได้นำเสนอในลักษณะเดียวกันเสมอไป ดังนั้นจึงควรทราบว่าตัวเลขใดที่ทำนายประสิทธิภาพในโลกแห่งความเป็นจริงได้อย่างแท้จริง แทนที่จะเพียงเปรียบเทียบข้อความพาดหัวข่าว
| ข้อมูลจำเพาะ | ช่วงทั่วไป | ทำไมมันถึงสำคัญ |
|---|---|---|
| ช่วงเส้นผ่านศูนย์กลางลวด | 0.1 ถึง 8 มิลลิเมตร | ตั้งค่าตระกูลผลิตภัณฑ์ที่เครื่องสามารถทำงานได้โดยไม่ต้องปรับแต่งเส้นทางป้อนทั้งหมด |
| จำนวนแกนควบคุม | 4 ถึง 12 | กำหนดจำนวนทิศทางการโค้งงอและสถานีเครื่องมือที่สามารถดำเนินการได้ในรอบเดียว |
| ความเร็วฟีดสูงสุด | 200 ถึง 600 เมตรต่อนาที | บันทึกส่วนทางทฤษฎีต่อนาทีโดยตรงสำหรับเรขาคณิตอย่างง่าย |
| ความเร็วในการหมุนของหัวโค้ง | 300 ถึง 1,000 องศาต่อวินาที | ส่งผลต่อรอบเวลาของชิ้นส่วนที่มีการโค้งงอเล็กๆ จำนวนมาก แทนที่จะเป็นการโค้งงอขนาดใหญ่เพียงครั้งเดียว |
| หน่วยความจำหรือพื้นที่จัดเก็บโปรแกรม | จัดเก็บโปรแกรมได้ 50 ถึง 500 รายการ | เกี่ยวข้องกับร้านค้าที่ใช้หมายเลขชิ้นส่วนที่แตกต่างกันจำนวนมากและมีการเปลี่ยนบ่อยครั้ง |
| ทำซ้ำความแม่นยำของตำแหน่ง | 0.01 ถึง 0.05 มิลลิเมตร | คาดการณ์ว่าเครื่องจักรจะทนทานต่อขนาดได้มากเพียงใดในระยะยาว |
ผู้ซื้อที่กำลังประเมินเครื่องดัดสปริงสำหรับกลุ่มชิ้นส่วนเฉพาะควรขอตัวอย่างการทำงานบนชุดสายไฟของตนเองทุกครั้งที่เป็นไปได้ ข้อมูลจำเพาะที่เผยแพร่จะอธิบายถึงเพดานทางทฤษฎีของเครื่อง แต่ประสิทธิภาพที่แท้จริงนั้นขึ้นอยู่กับปฏิสัมพันธ์ระหว่างเครื่องจักร โลหะผสมเฉพาะ การควบคุมอุณหภูมิ และชุดคอยล์ของสายไฟที่ใช้งาน และเครื่องมือที่เลือกสำหรับงานนั้น
ความแม่นยำของเครื่องดัดสปริงใดๆ ก็ตามลดลงเหลือเพียง 5 ระบบย่อยที่ทำงานประสานกัน แทนที่จะเป็นเพียงชิ้นส่วนใดๆ เลย จุดอ่อนในพื้นที่ใดพื้นที่หนึ่งเหล่านี้จะปรากฏขึ้นทันทีเนื่องจากมุมโค้งงอที่ไม่สอดคล้องกันหรือชิ้นส่วนถูกปฏิเสธ
โปรแกรมการโค้งงอแบบเดียวกันนี้ให้ผลลัพธ์ที่แตกต่างกันบนวัสดุลวดที่แตกต่างกัน เนื่องจากกระบวนการดัดงอนั้นควบคุมโดยโลหะวิทยาพอๆ กับรูปทรงของเครื่องจักร การเลือกวัสดุที่เหมาะสมสำหรับการใช้งาน และการทำความเข้าใจว่าวัสดุนั้นมีพฤติกรรมอย่างไรภายใต้หัวโค้งงอ จะช่วยป้องกันปัญหาในการผลิตจำนวนมากก่อนที่จะเริ่มดำเนินการ
เหล็กสปริงคาร์บอนสูงมีอัตราส่วนความแข็งแรงต่อต้นทุนสูงสุดในบรรดาวัสดุลวดสปริงทั่วไป และเป็นตัวเลือกเริ่มต้นสำหรับสปริงบิด แรงอัด และสปริงขยายทั่วไป ต้องใช้แรงดัดงอที่สูงกว่าและค่าเผื่อการสปริงกลับที่มากกว่าโลหะผสมที่อ่อนกว่า และโดยทั่วไปแล้วจะได้รับประโยชน์จากการบำบัดความร้อนเพื่อบรรเทาความเครียดหลังจากการขึ้นรูปเพื่อรักษารูปร่างที่เสร็จแล้วให้คงตัว
ลวดสแตนเลส โดยทั่วไปเกรด 302 หรือ 304 มีความแข็งแรงแลกกับความต้านทานการกัดกร่อน และเลือกไว้สำหรับชิ้นส่วนที่ต้องสัมผัสกับความชื้น สารเคมี หรือสภาพแวดล้อมที่สัมผัสกับอาหาร โดยจะแข็งตัวได้เร็วกว่าเหล็กกล้าคาร์บอนในระหว่างการขึ้นรูป ดังนั้นลำดับการโค้งงอที่เกี่ยวข้องกับการโค้งงอที่มีรัศมีแคบหลายจุดในตำแหน่งเดียวกันจึงต้องได้รับการตั้งโปรแกรมอย่างระมัดระวังเพื่อหลีกเลี่ยงการแตกร้าว
ลวดดนตรีหรือที่เรียกว่าลวดเปียโนเป็นเหล็กกล้าคาร์บอนสูงที่ดึงขึ้นมาเพื่อให้มีความทนทานต่อเส้นผ่านศูนย์กลางที่แคบมากและมีความต้านทานแรงดึงที่สูงมาก ทำให้เป็นวัสดุที่เลือกใช้สำหรับสปริงที่มีความแม่นยำขนาดเล็กซึ่งแรงที่สม่ำเสมอมีความสำคัญมากกว่าขนาดดิบ ความแข็งแรงสูงหมายความว่าเครื่องดัดสปริงต้องใช้การชดเชยการโค้งงอมากขึ้นเพื่อให้เข้ามุมเป้าหมาย
ฟอสเฟอร์บรอนซ์และทองแดงเบริลเลียมถูกเลือกเมื่อต้องการการนำไฟฟ้าควบคู่ไปกับคุณสมบัติของสปริง ซึ่งพบได้ทั่วไปในสปริงหน้าสัมผัสแบบอิเล็กทรอนิกส์และคลิปตัวเชื่อมต่อ วัสดุเหล่านี้มีความอ่อนกว่าโลหะผสมเหล็ก โค้งงอได้โดยใช้แรงที่ต่ำกว่า และมีการสปริงกลับน้อยกว่า ซึ่งโดยทั่วไปจะทำให้สามารถยึดพิกัดความเผื่อแน่นได้ง่ายขึ้น แต่มีแนวโน้มที่จะเซ็ตตัวถาวรภายใต้ภาระที่ต่อเนื่องหากมีแรงกดมากเกินไป
การเขียนโปรแกรมได้เปลี่ยนจากการสอนแบบแมนนวลไปสู่เวิร์กโฟลว์ที่ขับเคลื่อนด้วย CAD และเลเยอร์ซอฟต์แวร์ในปัจจุบันมีบทบาทอย่างมากต่อประสิทธิภาพการผลิตพอๆ กับตัวฮาร์ดแวร์เชิงกล
วิธีการตั้งโปรแกรมที่เก่าแก่ที่สุดคือการให้ผู้ปฏิบัติงานก้าวผ่านแต่ละแกนที่แผงควบคุมเครื่องจักร โดยบันทึกแต่ละตำแหน่งเมื่อได้รับการยืนยันว่าถูกต้อง วิธีนี้ใช้ได้กับชิ้นส่วนธรรมดา แต่จะช้าและเกิดข้อผิดพลาดได้ง่ายเมื่อจำนวนการโค้งงอเพิ่มขึ้น
ซอฟต์แวร์เครื่องดัดสปริงสมัยใหม่ยอมรับการวาดแบบ 2D หรือ 3D ของชิ้นส่วนที่เสร็จแล้ว และคำนวณการเคลื่อนที่ของแกน ลำดับการโค้งงอ และเวลารอบโดยประมาณก่อนที่โปรแกรมจะสัมผัสกับเครื่องจักรโดยอัตโนมัติ ช่วยให้ทีมวิศวกรตรวจสอบการออกแบบและประเมินความต้องการเครื่องมือได้โดยไม่ต้องเสียเวลาในโรงงาน
แพ็คเกจการเขียนโปรแกรมขั้นสูงจำลองลำดับการโค้งงอแบบเต็มในซอฟต์แวร์ โดยทำเครื่องหมายจุดใดๆ ที่เส้นลวด เครื่องมือ หรือรูปทรงของหัวโค้งงอจะชนกันก่อนที่โปรแกรมจะทำงานบนเครื่องจักรจริง ขั้นตอนนี้ช่วยลดความเสียหายของเครื่องมือและลดเวลาการตั้งค่าได้อย่างมาก เมื่อเทียบกับการตรวจสอบด้วยตนเองเพียงอย่างเดียว
ร้านค้าที่ใช้ผลิตภัณฑ์ที่มีส่วนผสมสูงจะได้รับประโยชน์จากคลังโปรแกรมที่สามารถค้นหาได้ เนื่องจากโปรแกรม Bend ที่ได้รับการตรวจสอบก่อนหน้านี้สามารถเรียกคืนได้ภายในไม่กี่วินาที แทนที่จะตั้งโปรแกรมใหม่ตั้งแต่ต้น ซึ่งจะลดเวลาการเปลี่ยนแปลงจากชั่วโมงเหลือเพียงนาทีในการสั่งซื้อซ้ำ
เพื่อให้กระบวนการเป็นรูปธรรม ต่อไปนี้คือวิธีการโค้งงอขาสปริงแบบทอร์ชั่นทั่วไปตั้งแต่ลวดดิบไปจนถึงชิ้นงานสำเร็จรูปบนเครื่องดัดสปริง CNC
ผู้ปฏิบัติงานหรือโปรแกรมเมอร์ป้อนความยาวขา มุมโค้งงอ ความยาวตัวคอยล์ และเส้นผ่านศูนย์กลางของสายไฟลงในอินเทอร์เฟซ CNC ไม่ว่าจะผ่านการป้อนข้อมูลด้วยตนเองหรือการนำเข้า CAD
เส้นผ่านศูนย์กลางของหมุดโค้งงอที่ถูกต้องถูกเลือกให้ตรงกับเส้นผ่านศูนย์กลางด้านในของสปริง เนื่องจากหมุดจะควบคุมรัศมีของตัวขดและขาที่ขึ้นรูปใดๆ
รอบเครื่องจักรที่ความเร็วลดลงโดยไม่ต้องตัดชิ้นส่วนออก เพื่อให้ผู้ปฏิบัติงานสามารถยืนยันได้ว่าเส้นทางเครื่องมือเคลียร์อุปกรณ์จับยึดทั้งหมดก่อนที่ความเร็วในการผลิตจะเริ่มต้นเต็มที่
ชิ้นงานแรกที่เสร็จสมบูรณ์จะวัดโดยเทียบกับความทนทานต่อการวาด โดยทั่วไปจะบวกหรือลบ 2 องศาสำหรับมุมขา และบวกหรือลบ 0.1 มิลลิเมตรสำหรับความยาวขา ก่อนที่การวิ่งจะดำเนินต่อไป
เมื่อได้รับการอนุมัติแล้ว เครื่องดัดสปริงจะทำงานอย่างต่อเนื่อง โดยมักจะผลิตชิ้นส่วนได้ 60 ถึง 200 ชิ้นต่อนาที ขึ้นอยู่กับเส้นผ่านศูนย์กลางของเส้นลวดและความซับซ้อนของรูปทรง
| ประเภทเครื่อง | การทำซ้ำ | ปริมาณที่เหมาะสมที่สุด |
|---|---|---|
| จิ๊กดัดด้วยมือ | ขึ้นอยู่กับผู้ปฏิบัติงาน | ต้นแบบหรือต่ำกว่า 50 ชิ้น |
| เครื่องดัดกึ่งอัตโนมัติ | ปานกลาง ควบคุมการใช้เครื่องมือได้ | ชุดเล็ก 50 ถึง 5,000 ชิ้น |
| เครื่องดัดสปริง CNC | สูง ควบคุมโปรแกรมได้ | การผลิตดำเนินไปมากกว่า 5,000 ชิ้น |
ผู้ซื้อควรจับคู่ประเภทเครื่องจักรกับปริมาณการสั่งซื้อจริง แทนที่จะเลือกตัวเลือกขั้นสูงสุดโดยอัตโนมัติ เครื่องดัดสปริง CNC จะจ่ายเองเมื่อประหยัดเวลาในการเปลี่ยนและการลดอัตราการปฏิเสธจะชดเชยต้นทุนล่วงหน้าที่สูงขึ้นเท่านั้น ซึ่งโดยทั่วไปจะเกิดขึ้นที่ไหนสักแห่งระหว่าง 3,000 ถึง 8,000 ชิ้นต่อหมายเลขชิ้นส่วน ขึ้นอยู่กับความซับซ้อนของชิ้นส่วน
การแตกร้าวเกิดขึ้นเมื่อรัศมีโค้งงอแน่นเกินไปเมื่อเทียบกับเส้นผ่านศูนย์กลางของเส้นลวด หรือเมื่อวัสดุแข็งตัวจากการขึ้นรูปครั้งก่อน การเพิ่มรัศมีการโค้งงอหรือการอบอ่อนของวัสดุก่อนการดัดงอจะช่วยแก้ปัญหาการแตกร้าวส่วนใหญ่ได้
การเบี่ยงเบนของมุมตลอดขั้นตอนการผลิตมักจะย้อนกลับไปที่การสึกหรอของพินโค้งงอ การเลื่อนหลุดของลูกกลิ้งป้อน หรือการเปลี่ยนแปลงของอุณหภูมิในโรงงาน ซึ่งส่งผลต่อความแข็งของวัสดุเล็กน้อยในช่วงกะ
การเกิดรอยแผลเป็นบนพื้นผิวจะปรากฏขึ้นเมื่อช่องนำทางหรือหมุดโค้งงอมีพื้นผิวที่หยาบหรือมีเศษสะสม ซึ่งเป็นเหตุผลว่าทำไมการทำความสะอาดเครื่องมือตามปกติจึงเป็นส่วนหนึ่งของการบำรุงรักษาเครื่องดัดสปริงมาตรฐาน
ชิ้นส่วนโค้งงอหลายส่วนที่ซับซ้อนสามารถบิดงอได้หากตัวกั้นสายไฟไม่เพียงพอในระหว่างการโค้งงอ ดังนั้นการออกแบบฟิกซ์เจอร์ที่เหมาะสมและความยาวตัวกั้นที่เพียงพอใกล้กับจุดโค้งงอจะช่วยป้องกันข้อบกพร่องนี้
ชิ้นส่วนแรกๆ หลังจากการสตาร์ทขณะเย็นบางครั้งอาจแสดงมุมที่แตกต่างเล็กน้อยจากส่วนอื่นๆ ของการทำงาน เนื่องจากอุณหภูมิของเครื่องมือและเฟรมของเครื่องจักรยังไม่เสถียร การดำเนินรอบการอุ่นเครื่องสั้นๆ ก่อนการตรวจสอบบทความครั้งแรกจะช่วยลดผลกระทบนี้อย่างมาก
ลวดที่ส่งมาจากล็อตการผลิตที่แตกต่างกัน แม้จะมีข้อกำหนดเฉพาะเดียวกัน ก็สามารถแบกชุดคอยล์และความเค้นตกค้างจากกระบวนการดึงที่แตกต่างกันเล็กน้อยได้ ร้านค้าที่ปรับโปรแกรมการโค้งงอใหม่ทุกครั้งที่ล็อตลวดใหม่มาถึงจะจับรูปแบบนี้ก่อนที่จะถึงมือลูกค้า

หมวดเครื่องดัดสปริงได้เคลื่อนตัวไปสู่อุปกรณ์ที่ชาญฉลาดและเชื่อมต่อกันมากขึ้นอย่างเห็นได้ชัดในรุ่นผลิตภัณฑ์ล่าสุด และแนวโน้มหลายประการเป็นเรื่องปกติในการซื้อเครื่องจักรใหม่ แทนที่จะอัพเกรดเพิ่มเติม
ส่วนประกอบลวดและสปริงขึ้นรูปที่ผลิตผ่านกระบวนการดัดงออย่างแม่นยำปรากฏในอุตสาหกรรมต่างๆ มากมาย โดยมักจะอยู่ในชิ้นส่วนที่ไม่เคยมีใครสังเกตเห็นจนกว่าจะล้มเหลว
เครื่องดัดสปริงที่ผลิตชิ้นส่วนโดยมีความคลาดเคลื่อนตั้งแต่วันแรกจะไม่คงอยู่เช่นนั้นหากไม่มีการบำรุงรักษาตามปกติ ร้านค้าที่ติดตามการสึกหรอของเครื่องมือตามกำหนดเวลา แทนที่จะรอให้การคัดแยกปรากฏขึ้นอย่างสม่ำเสมอจะรายงานชิ้นส่วนที่เสียหายน้อยลง
| ส่วนประกอบ | ช่วงการตรวจสอบ | สัญญาณการสึกหรอทั่วไป |
|---|---|---|
| งอหมุดและปากกาขนนก | ทุกๆ 50,000 รอบ | รัศมีแบนหรือให้คะแนน |
| ลูกกลิ้งยืดผม | ทุกๆ 100,000 รอบ | การเซาะร่องหรือการเจาะพื้นผิว |
| ลูกกลิ้งฟีด | ทุกๆ 75,000 รอบ | การลื่นไถลหรือพื้นผิวการยึดเกาะลดลง |
| ใบมีดตัด | ทุกๆ 30,000 รอบ | การเกิดเสี้ยนที่ปลายตัด |
เส้นที่ลากผ่านหน้าตัดของเส้นลวดหรือแผ่นโค้งงอ โดยที่วัสดุไม่ได้ถูกยืดหรือบีบอัดระหว่างการโค้งงอ
ความโค้งที่เหลืออยู่ในเส้นลวดจากการพันบนแกนม้วน ซึ่งจะต้องเอาออกด้วยลูกกลิ้งยืดให้ตรงก่อนจึงจะสามารถโค้งงอได้อย่างแม่นยำ
มุมพิเศษที่เครื่องดัดสปริงจะเพิ่มเกินมุมเป้าหมายเพื่อพิจารณาการสปริงกลับเมื่อเครื่องมือคลายลวด
หมุดหรือแกนคงที่ซึ่งพันลวดหรือโค้งงอเพื่อสร้างเส้นผ่านศูนย์กลางด้านในของคุณลักษณะที่เสร็จแล้ว
ท่อหรือปลอกหมุนบนหัวโค้งงอที่ยึดตัวนำสายไฟและชุดประกอบหมุดงอผ่านการหมุนที่ตั้งโปรแกรมไว้
ความแข็งที่เพิ่มขึ้นอย่างต่อเนื่องและความเหนียวที่โลหะลดลงเมื่อมีการเปลี่ยนรูปซ้ำๆ ซึ่งอาจนำไปสู่การแตกร้าวได้หากลวดงอหลายครั้งเกินไปในตำแหน่งเดียวกัน
การดำเนินการขั้นที่สอง ซึ่งบางครั้งดำเนินการบนเครื่องดัดสปริงเครื่องเดียวกัน ซึ่งจะบีบอัดหรือเบนสปริงที่เสร็จแล้วออกนอกระยะการทำงานเล็กน้อยเพื่อรักษาความยาวหรือมุมอิสระสุดท้ายให้คงที่
การดัดเป็นรูปแบบเฉพาะของการขึ้นรูปที่เปลี่ยนรูปร่างตามเส้นหรือแกนที่กำหนดโดยใช้หมัด ลูกกลิ้ง หรือหมุด ในขณะที่การขึ้นรูปเป็นประเภทที่กว้างกว่าซึ่งรวมถึงการดำเนินการวาด การปั๊ม และการสร้างเหรียญด้วย
สปริงแบ็คจะปรับขนาดตามกำลังครากของวัสดุหารด้วยโมดูลัสยืดหยุ่น ดังนั้นวัสดุที่มีความแข็งแรงสูงกว่า เช่น มิวสิคไวร์ จะสปริงตัวกลับมากกว่าอัลลอยด์ที่นิ่มกว่า เช่น ฟอสเฟอร์บรอนซ์ที่มุมโค้งงอเท่ากัน
แนวทางการเริ่มต้นทั่วไปคือรัศมีการโค้งงอขั้นต่ำ 1-2 เท่าของเส้นผ่านศูนย์กลางของเส้นลวด สำหรับเหล็กสปริงส่วนใหญ่ แม้ว่าการอบคืนตัวที่แข็งกว่าอาจต้องใช้รัศมีที่ใหญ่กว่าเพื่อหลีกเลี่ยงการแตกร้าว
เครื่องดัดสปริง CNC จำนวนมากได้รับการกำหนดค่าโดยเฉพาะสำหรับลวดกลม แต่มีเครื่องขึ้นรูปลวดแบนและแถบเป็นประเภทที่เกี่ยวข้องกันแต่แตกต่างกันโดยมีไกด์และเครื่องมือลูกกลิ้งที่แตกต่างกัน
เครื่องดัดสปริง CNC ที่ได้รับการดูแลอย่างดี โดยทั่วไปจะมีความคลาดเคลื่อนของมุมเป็นบวกหรือลบ 1 ถึง 2 องศา และมีความคลาดเคลื่อนของความยาวบวกหรือลบ 0.1 มิลลิเมตรบนเส้นผ่านศูนย์กลางลวดมาตรฐาน
ใช่ โดยทั่วไปลวดที่บางกว่าจะช่วยให้อัตราการป้อนและความเร็วการโค้งงอเร็วขึ้น ในขณะที่ลวดที่หนาขึ้นหรือมีความแข็งแรงสูงกว่านั้นจะต้องการโค้งงอที่ช้ากว่าและควบคุมได้มากกว่า เพื่อหลีกเลี่ยงความเครียดจากเครื่องมือและการสึกหรอก่อนเวลาอันควร
ชิ้นส่วนที่เรียบง่ายอาจต้องการการโค้งงอเพียงหนึ่งหรือสองครั้ง ในขณะที่รูปแบบลวดที่ซับซ้อนที่ผลิตบนเครื่องจักรแบบหลายแกนสามารถรวมถึงการโค้งงอ ม้วน และการตัดแยกกันสิบห้าหรือมากกว่านั้นภายในรอบต่อเนื่องเดียว
ไม่เสมอไป แต่ชิ้นส่วนที่มีคาร์บอนสูงและสายดนตรีจำนวนมากได้รับประโยชน์จากการอบเพื่อลดความเครียดที่อุณหภูมิต่ำหลังจากการขึ้นรูป ซึ่งช่วยลดความเค้นตกค้างและปรับปรุงความเสถียรของมิติโดยไม่เปลี่ยนแปลงความแข็งอย่างมีนัยสำคัญ
การสูญเสียความแม่นยำมักเกิดจากการสึกหรอของเครื่องมือ การเลื่อนหลุดของลูกกลิ้งฟีด หรือการฟันเฟืองสะสมในกลไกขับเคลื่อน ซึ่งทั้งหมดนี้ได้รับการแก้ไขผ่านช่วงเวลาการบำรุงรักษาตามกำหนดการที่อธิบายไว้ก่อนหน้าในบทความนี้
ใช่ เครื่องดัดสปริง CNC ส่วนใหญ่สามารถสลับระหว่างวัสดุที่เข้ากันได้โดยการปรับแรงป้อน แรงกดของลูกกลิ้งยืดตรง และค่าชดเชยการโค้งงอเกินในโปรแกรม แม้ว่าเส้นผ่านศูนย์กลางของเส้นลวดที่แตกต่างกันมากอาจจำเป็นต้องเปลี่ยนเครื่องมือทางกายภาพก็ตาม
ชิ้นส่วนที่เรียบง่ายที่มีการโค้งงอสองหรือสามโค้งมักจะสามารถตั้งโปรแกรมและตรวจสอบได้ภายในกะเดียว ในขณะที่รูปทรงหลายโค้งที่ซับซ้อนซึ่งมีพิกัดความเผื่อต่ำอาจใช้เวลาหลายวันในการเขียนโปรแกรมและวนซ้ำบทความแรกก่อนที่จะเผยแพร่การผลิตเต็มรูปแบบ

TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
ดูรายละเอียด
TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
ดูรายละเอียด
TK12120 TK-12120 เครื่องขดสปริง CNC 12แกน ...
ดูรายละเอียด
ทีเค-6160 TK-6160 เครื่องรีดสปริง CNC ...
ดูรายละเอียด
ทีเค-6120 TK-6120 เครื่องรีดสปริง CNC ...
ดูรายละเอียด
ทีเค-5200 TK-5200 เครื่องขดสปริง CNC 5 แกน ...
ดูรายละเอียด
ทีเค-5160 TK-5160 เครื่องขดสปริง CNC 5 แกน ...
ดูรายละเอียด
ทีเค-5120 TK-5120 เครื่องขดสปริง CNC 5 แกน ...
ดูรายละเอียดคิวอาร์โค้ดมือถือ

 ภาษา
ภาษา 

