เครื่องดัดทำงานโดยการใช้แรงควบคุมกับชิ้นงาน ซึ่งโดยทั่วไปจะเป็นโลหะ ลวด หรือท่อ เพื่อทำให้ชิ้นงานเปลี่ยนรูปเป็นมุมหรือรูปร่างเฉพาะโดยไม่ต้องตัดหรือเชื่อม เครื่องใช้การผสมผสานระหว่างการเจาะ (แม่พิมพ์ด้านบน) แม่พิมพ์ (แม่พิมพ์ด้านล่าง) และเกจด้านหลัง เพื่อจัดตำแหน่งและงอวัสดุด้วยความแม่นยำในการทำซ้ำ กลศาสตร์พื้นฐานอาศัยกำลังที่เกินกำลังของวัสดุ ดังนั้นจึงเปลี่ยนรูปอย่างถาวร ขณะเดียวกันก็รักษาระดับความต้านทานแรงดึงไว้ต่ำกว่าเพื่อหลีกเลี่ยงการแตกหัก
ในทางปฏิบัติ เมื่อการเจาะเข้าไปในแม่พิมพ์ มันจะบังคับแผ่นโลหะหรือลวดให้สอดคล้องกับรูปทรงของแม่พิมพ์ มุมที่ได้จะขึ้นอยู่กับความลึกของการเจาะ ความกว้างของรูแม่พิมพ์ และคุณลักษณะการสปริงกลับของวัสดุ เครื่องดัด CNC สมัยใหม่ควบคุมตัวแปรเหล่านี้ทั้งหมดด้วยระบบดิจิทัล ช่วยให้พิกัดความเผื่อแคบถึง ±0.1° สำหรับมุมโค้งงอ และ ±0.1 มม. บนตำแหน่งเกจด้านหลัง
มีวิธีการดัดเบื้องต้นหลายวิธีในการใช้ในอุตสาหกรรม แต่ละวิธีเหมาะกับวัสดุและปริมาณการผลิตที่แตกต่างกัน:
การทำความเข้าใจว่าแต่ละชิ้นส่วนช่วยให้ผู้ปฏิบัติงานแก้ไขปัญหาและปรับปรุงคุณภาพผลผลิตได้อย่างไร เครื่องดัดทุกเครื่อง ไม่ว่าจะประเภทใดก็ตาม จะใช้ชุดกลไกและส่วนประกอบควบคุมร่วมกัน
โครงเครื่องจักรเป็นโครงสร้างเหล็กเชื่อมหรือเหล็กหล่อที่ดูดซับแรงดัดงอโดยไม่โก่งตัว สำหรับเบรกกดขนาดใหญ่ที่มีพิกัด 400 ตันขึ้นไป เบดจะเบี่ยงเบนไปซึ่งวัดได้ภายใต้น้ำหนักบรรทุก — บางครั้ง 0.3–0.5 มม. ตลอดช่วง 4 เมตร เครื่องจักรที่ดีกว่าจะใช้ระบบครอบฟัน (แบบกลไกหรือแบบลิ่มไฮดรอลิก) เพื่อชดเชยการโก่งตัวนี้ และรักษาความสม่ำเสมอของมุมตลอดความยาวชิ้นส่วนทั้งหมด
แกะจะบรรทุกเครื่องมือส่วนบน (หมัด) และถูกขับเคลื่อนลงด้วยกระบอกไฮดรอลิก ระบบขับเคลื่อนเซอร์โวไฟฟ้า หรือความผิดปกติทางกล เบรกกดแบบเซอร์โวไฟฟ้าซึ่งเป็นมาตรฐานในร้านขายโลหะแผ่นที่มีความแม่นยำ ให้ความสามารถในการทำซ้ำการวางตำแหน่งที่ ±0.01 มม — ดีกว่าการออกแบบไฮดรอลิกทั่วไปอย่างเห็นได้ชัด ซึ่งโดยทั่วไปจะอยู่ที่ ±0.04 มม.
รัศมีปลายพันช์ ความกว้างของช่องแม่พิมพ์ (ช่องเปิด V) และรัศมีบ่าแม่พิมพ์ ล้วนส่งผลโดยตรงต่อคุณภาพการโค้งงอ กฎมาตรฐานคือช่องเปิดรูปตัว V ควรเป็น 6-10 เท่าของความหนาของวัสดุ ตัวอย่างเช่น การดัดเหล็กเหนียว 3 มม. โดยทั่วไปจะใช้ V-die 20–24 มม. การใช้แม่พิมพ์ที่แคบเกินไปจะทำให้วัสดุบางและแตกร้าวมากเกินไป แม่พิมพ์ที่กว้างเกินไปจะเพิ่มการสปริงกลับและลดความแม่นยำของมุม
มาตรวัดด้านหลังเป็นตัวหยุดแบบใช้มอเตอร์ซึ่งจัดตำแหน่งวัสดุอย่างแม่นยำก่อนการโค้งงอแต่ละครั้ง แบ็คเกจแบบหลายแกนสมัยใหม่ (โดยทั่วไปคือ 4-6 แกน) ช่วยให้สามารถควบคุม CNC ทั้งความลึกและความสูงได้ ทำให้สามารถผลิตชิ้นส่วนที่มีหน้าแปลนที่ซับซ้อนได้โดยอัตโนมัติโดยไม่ต้องเปลี่ยนตำแหน่งด้วยตนเอง ความแม่นยำของ Back gauge จะกำหนดพิกัดความเผื่อความยาวหน้าแปลนโดยตรง ซึ่งบนเบรกกด CNC ที่ได้รับการบำรุงรักษาอย่างดีจะทำงาน ±0.1 ถึง ±0.2 มม.
เครื่องดัดสมัยใหม่ใช้ตัวควบคุม CNC เฉพาะ (Delem, Cybelec หรือระบบที่เป็นกรรมสิทธิ์) ซึ่งจัดเก็บโปรแกรมการโค้งงอ คำนวณน้ำหนักที่ต้องการ ชดเชยการสปริงกลับ และประสานงานการเคลื่อนที่แบบหลายแกน การเขียนโปรแกรมออฟไลน์ผ่านซอฟต์แวร์ CAD/CAM (เช่น Radan, Solidได้ผล Bend) ช่วยให้วิศวกรสามารถพัฒนาลำดับการโค้งงอบนคอมพิวเตอร์และถ่ายโอนไปยังเครื่องจักรโดยตรง ช่วยลดเวลาในการตั้งค่าลง 40–70% เมื่อเทียบกับการเขียนโปรแกรมแบบลองผิดลองถูกด้วยตนเอง
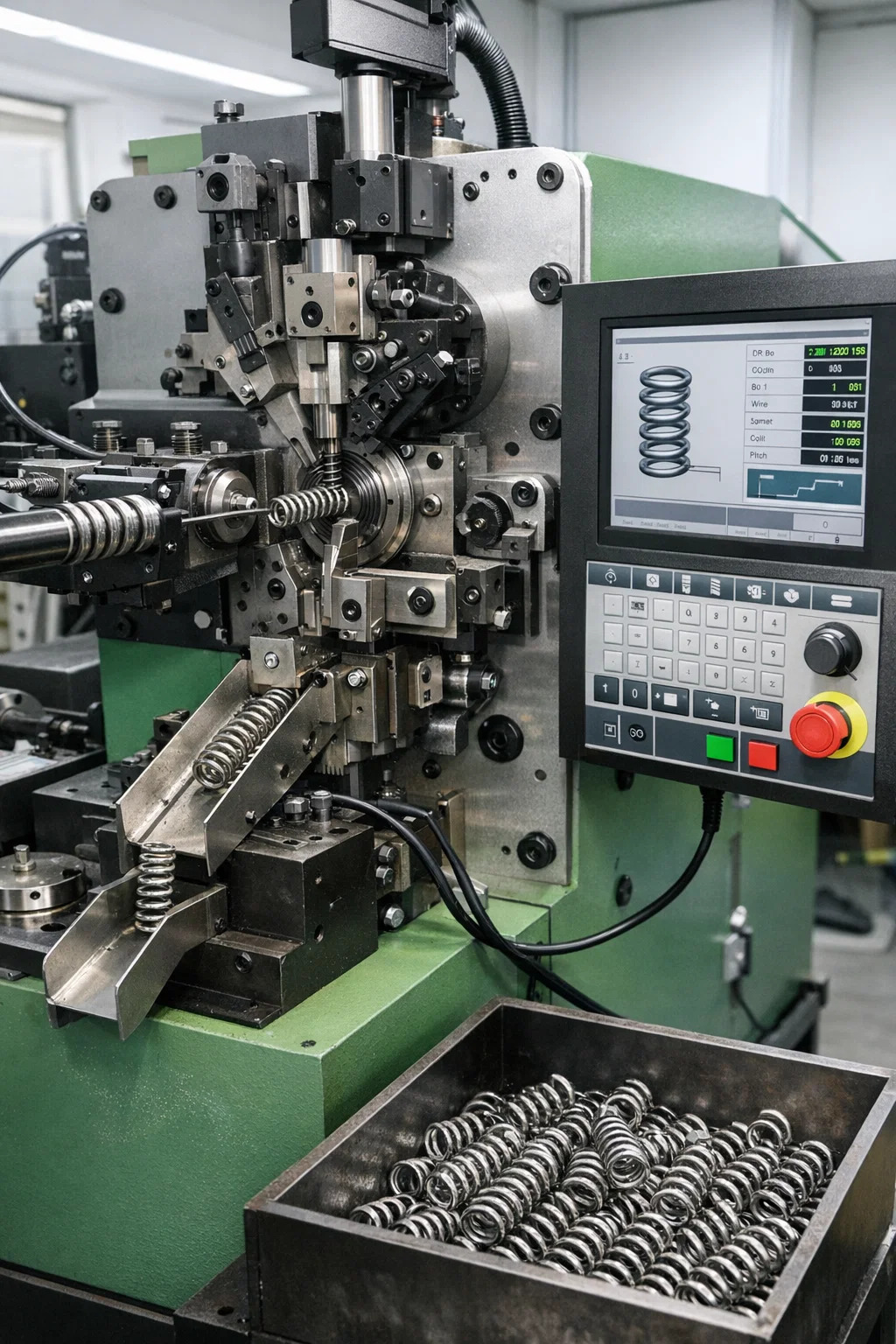
เครื่องดัดสปริงเป็นเครื่องดัดชนิดพิเศษที่ออกแบบมาเป็นพิเศษเพื่อสร้างลวดหรือเหล็กเส้นแบนให้เป็นสปริงและรูปทรงคล้ายสปริง รวมถึงขดลวด สปริงทอร์ชัน สปริงอัด สปริงขยาย และรูปแบบลวดแบบกำหนดเอง ต่างจากเครื่องกดเบรกโลหะแผ่นมาตรฐาน เครื่องดัดสปริงทำงานโดยใช้หมุดดัดแบบหมุน ลูกเบี้ยวที่ปรับได้ และกลไกการป้อนลวดที่ทำงานร่วมกันเพื่อสร้างรูปร่างลวดอย่างต่อเนื่องในขณะที่ป้อนผ่านเครื่อง
วงจรการทำงานพื้นฐานของเครื่องดัดสปริง CNC จะต้องผ่านขั้นตอนต่อไปนี้:
โดยทั่วไปแล้ว เครื่องดัดสปริง CNC ความเร็วสูงจะผลิตสปริงได้ 30–200 สปริงต่อนาที ขึ้นอยู่กับเส้นผ่านศูนย์กลางของเส้นลวดและความซับซ้อนของสปริง คอยล์เลอร์ปริมาณสูงบางรุ่นที่ใช้ลวดเส้นเล็ก (0.1–0.5 มม.) ในภาคอิเล็กทรอนิกส์มีปริมาณเกิน 400 ชิ้นส่วนต่อนาที
เครื่องดัดสปริงมีหลายรูปแบบ ขึ้นอยู่กับประเภทของสปริงและข้อกำหนดในการผลิต:
| ประเภทเครื่อง | ช่วงเส้นผ่านศูนย์กลางลวด | การใช้งานทั่วไป | ความเร็วในการผลิต |
|---|---|---|---|
| คอยล์สปริงอัด | 0.1 – 20 มม | ระบบกันสะเทือนของรถยนต์ วาล์วอุตสาหกรรม | 30 – 200 ชิ้น/นาที |
| คอยล์สปริงส่วนขยาย | 0.2 – 12 มม | บานพับประตู กลไกแบบยืดหดได้ | 20 – 150 ชิ้น/นาที |
| เครื่องดัดสปริงทอร์ชั่น | 0.3 – 10 มม | ไม้หนีบผ้า หน้าสัมผัสทางไฟฟ้า ที่หนีบ | 15 – 80 ชิ้น/นาที |
| เครื่องขึ้นรูปลวดซีเอ็นซี | 0.5 – 16 มม | รูปร่างลวด ตะขอ และฉากยึดแบบกำหนดเอง | 5 – 60 ชิ้น/นาที |
| เครื่องดัดสปริงแบบแบน | แถบหนา 0.1 – 3 มม | หน้าสัมผัสแบตเตอรี่, ขั้วต่อแบบ snap-fit | 20 – 120 ชิ้น/นาที |
การสปริงกลับเป็นหนึ่งในความท้าทายที่สำคัญที่สุดในการดัดงอ ไม่ว่าจะบนเครื่องกดเบรกโลหะแผ่นหรือเครื่องดัดสปริง เมื่อแรงทำให้โลหะโค้งงอ การเสียรูปเพียงบางส่วนเท่านั้นที่เป็นพลาสติก (ถาวร) ส่วนที่ยืดหยุ่นจะฟื้นตัวเมื่อออกแรง ส่งผลให้ส่วนนั้นสปริงกลับไปสู่รูปร่างเดิม สำหรับแผ่นเหล็กเหนียวทั่วไป มุมสปริงกลับมักจะอยู่ในช่วง 1° ถึง 5° ในขณะที่เหล็กความแข็งแรงสูงและสแตนเลสสามารถสปริงกลับได้ 6°–12° หรือมากกว่า
เครื่องดัดสปริงต้องเผชิญกับปัญหานี้แบบเฉียบพลันเป็นพิเศษ ผลิตภัณฑ์ทั้งหมดถูกกำหนดโดยการคืนตัวแบบยืดหยุ่น ตัวอย่างเช่น สปริงอัดจะต้องจัดเก็บและปล่อยพลังงานอย่างคาดการณ์ได้ ดังนั้นกระบวนการขดจะต้องพิจารณาการสปริงกลับอย่างแม่นยำเพื่อให้ได้ความยาวอิสระและอัตราสปริงตามเป้าหมาย สปริงที่สปริงกลับมากกว่าที่ตั้งโปรแกรมไว้จะยาวเกินไป อันที่สปริงกลับน้อยกว่าจะสั้นเกินไป และทั้งสองอย่างจะไม่ผ่านการทดสอบโหลด
ความแตกต่างระหว่างเครื่องดัดที่ควบคุมด้วย CNC และเครื่องดัดด้วยมือนั้นเหนือกว่าราคามาก แต่ละแห่งมีบริบทการดำเนินงานเฉพาะที่ให้ผลตอบแทนที่ดีที่สุด
| เกณฑ์ | เครื่องดัดซีเอ็นซี | เครื่องดัดด้วยมือ |
|---|---|---|
| การทำซ้ำมุม | ±0.1° – ±0.3° | ±1° – ±3° (ขึ้นอยู่กับตัวดำเนินการ) |
| เวลาตั้งค่า | 5–20 นาที (การเรียกคืนโปรแกรม) | 30–90 นาที (ปรับด้วยตนเอง) |
| ขนาดชุดที่เหมาะสม | 1 – 100,000 | 1 – 500 (งานสั่งทำพิเศษปริมาณน้อย) |
| ต้องใช้ทักษะของผู้ปฏิบัติงาน | ปานกลาง (การเขียนโปรแกรม CNC) | สูง (มีประสบการณ์ดัด) |
| ค่าเครื่องเบื้องต้น | 30,000 ดอลลาร์ – 500,000 ดอลลาร์ | 1,000 – 30,000 ดอลลาร์สหรัฐฯ |
| รูปทรงเรขาคณิตที่ซับซ้อน | ยอดเยี่ยม (ระบบอัตโนมัติแบบหลายแกน) | จำกัด |
สำหรับเครื่องดัดสปริงโดยเฉพาะ ระบบ CNC ครองการผลิตในปริมาณปานกลางถึงสูง เนื่องจากรูปทรงของลวดแทบจะเป็นไปไม่ได้เลยที่จะทำซ้ำอย่างสม่ำเสมอด้วยการปรับพินแบบแมนนวล เมื่ออัตราการรันเกิน 50 ส่วนต่อนาที เครื่องดัดสปริงแบบแมนนวลยังคงใช้งานได้สำหรับงานต้นแบบ ร้านซ่อมเฉพาะทาง และชุดสปริงลวดเส้นผ่านศูนย์กลางขนาดใหญ่จำนวนน้อยมาก ซึ่งเวลาในการติดตั้งเครื่องจักรจะน้อยกว่าเวลาในการผลิตจริง
เครื่องดัดงอไม่คำนึงถึงวัสดุ วัสดุแต่ละประเภทตอบสนองต่อแรงดัดงอที่แตกต่างกัน และต้องปรับพารามิเตอร์ของเครื่องจักรให้สอดคล้องกัน
การเลือกเครื่องผิดถือเป็นความผิดพลาดที่มีราคาแพง เครื่องดัดงอที่ถูกต้องขึ้นอยู่กับปัจจัยมาบรรจบกันอย่างน้อยหกปัจจัย และแต่ละปัจจัยจะต้องได้รับการประเมินร่วมกัน แทนที่จะแยกออกจากกัน
สำหรับแผ่นโลหะ น้ำหนักที่ต้องการจะชั่งด้วยความแข็งแรงและความหนาผลผลิตของวัสดุยกกำลังสอง . ความหนาของวัสดุเป็นสองเท่าประมาณสี่เท่าของน้ำหนักที่ต้องการ โรงงานที่ดัดเหล็กเหนียวขนาด 3 มม. จนถึงความกว้าง 2,500 มม. เป็นหลัก ต้องใช้กำลังเบรกประมาณ 100–160 ตัน หากจำเป็นต้องดัดสเตนเลสขนาด 6 มม. ในภายหลัง ชิ้นส่วนเดียวกันนั้นอาจต้องใช้แรงถึง 400 ตัน ซึ่งเกินพิกัดของเครื่องจักรมาก
สำหรับงานสปริง ช่วงเส้นผ่านศูนย์กลางของเส้นลวดจะขับเคลื่อนการเลือกเครื่องจักรเกือบทั้งหมด เครื่องดัดสปริงที่ออกแบบมาสำหรับลวดขนาด 0.5–4 มม. ไม่สามารถดัดลวดขนาด 8 มม. ได้อย่างน่าเชื่อถือ โดยไม่เสี่ยงต่อการทำงานของมอเตอร์เกินพิกัดและการแตกหักของเครื่องมือ
การโค้งงอ 2 มิติอย่างง่ายบนแผ่นเรียบสามารถจัดการได้ด้วยการกดเบรก ชิ้นส่วนที่มีความสัมพันธ์ของหน้าแปลนที่ซับซ้อน การโค้งงอของชายเสื้อ หรือมุมลบ จำเป็นต้องใช้เครื่องมือที่อยู่ตรงกลาง การกำหนดค่าแม่พิมพ์แบบพิเศษ หรือการดัดแปลงชิ้นส่วนด้วยหุ่นยนต์ สำหรับรูปแบบลวดที่มีรูปทรงเรขาคณิต 3 มิติ เช่น ตะขอ ห่วง และการโค้งงอหลายระนาบ มีเพียงเครื่องขึ้นรูปลวด CNC แบบหลายแกนที่มีแกนที่ควบคุมอย่างอิสระ 6 แกนขึ้นไปเท่านั้นที่สามารถรองรับเอาต์พุตปริมาณการผลิตได้
ร้านค้าที่ผลิตขายึดแบบกำหนดเอง 50 ชิ้นต่อสัปดาห์ไม่มีเหตุผลที่จะต้องใช้เบรก CNC มูลค่า 200,000 ดอลลาร์พร้อมระบบเปลี่ยนเครื่องมืออัตโนมัติ ในทางกลับกัน ผู้ผลิตสปริงที่ใช้สปริงอัด 500,000 ตัวต่อเดือนไม่สามารถพึ่งพาคอยล์เลอร์กึ่งอัตโนมัติได้ — รอบเวลาและการสึกหรอของเครื่องมือจะทำให้ต้นทุนไม่ยั่งยืน การวิเคราะห์จุดคุ้มทุนแสดงให้เห็นอย่างสม่ำเสมอว่าเครื่องดัดสปริง CNC จะคืนทุนภายใน 12–24 เดือน ที่อัตราการผลิตมากกว่า 50,000 ชิ้นต่อเดือน เมื่อเทียบกับทางเลือกแบบแมนนวลหรือกึ่งอัตโนมัติ
ชิ้นส่วนการบินและอวกาศและทางการแพทย์มักต้องมีมุมโค้งงอ ±0.25° และความยาวหน้าแปลนอยู่ที่ ±0.1 มม. การบรรลุผลดังกล่าวได้อย่างน่าเชื่อถือด้วยการใช้เบรกกดไฮดรอลิกโดยไม่มีการตอบสนองในการวัดมุมแทบจะเป็นไปไม่ได้เลยตลอดการดำเนินการผลิตทั้งหมด สำหรับการดัดงอสปริง ค่าเผื่อความยาวอิสระ ±0.3 มม. บนตัวสปริง 50 มม. ต้องการเครื่องจักรที่มีความละเอียดในการป้อนลวดที่มั่นคงและการชดเชยสปริงกลับที่สม่ำเสมอ ซึ่งโดยทั่วไปจะทำได้เฉพาะกับคอยล์ CNC ที่ขับเคลื่อนด้วยเซอร์โวเท่านั้น
แม้แต่เครื่องจักรที่ได้รับการกำหนดค่าอย่างดีก็ยังผลิตชิ้นส่วนที่ชำรุดเมื่อตัวแปรไม่ได้รับการควบคุม ปัญหาต่อไปนี้มีการรายงานบ่อยที่สุดในการทำงานของทั้งเครื่องกดเบรกและเครื่องดัดสปริง
หากมุมโค้งงอถูกต้องที่ศูนย์กลางแต่เปิดขึ้นไปจนสุด แสดงว่าฐานเครื่องจักรโก่งตัวภายใต้ภาระ การโค้งงอ 3 เมตรบนเครื่องกดเบรก 250 ตันโดยไม่มีการสวมมงกุฎสามารถแสดงการโก่งตัวที่กึ่งกลาง 0.4–0.8 มม. สัมพันธ์กับปลาย แปลเป็น 1°–2° ของการแปรผันของมุม การแก้ไขคือโต๊ะยอดแบบไฮดรอลิกหรือแบบกลไก หรือส่วนของเครื่องมือที่สั้นกว่าซึ่งช่วยให้สามารถปรับตามส่วนได้
การแตกร้าวเกิดขึ้นเมื่อความเครียดของเส้นใยด้านนอกเกินความสามารถในการยืดตัวของวัสดุ สาเหตุที่พบบ่อย ได้แก่ การใช้รัศมีการเจาะเล็กกว่าค่าต่ำสุดที่แนะนำสำหรับวัสดุ (สำหรับอะลูมิเนียม 6061-T6 โดยทั่วไปรัศมีภายในขั้นต่ำคือ 1.5–2× ความหนาของวัสดุ) การดัดงอตามทิศทางเกรนของแผ่นรีด หรือใช้วัสดุชุบแข็งจากการทำงานขึ้นรูปครั้งก่อน การหมุนชิ้นส่วน 90° สัมพันธ์กับทิศทางการหมุนมักจะช่วยลดการแตกร้าวบนวัสดุแนวเขต
การกระจายความยาวอย่างอิสระในสปริงการผลิต (เช่น ±1 มม. บนเป้าหมาย ±0.3 มม.) มักจะย้อนกลับไปที่สาเหตุหนึ่งในสามสาเหตุ: การแปรผันของเส้นผ่านศูนย์กลางของเส้นลวดระหว่างคอยล์เกินพิกัดความเผื่อที่เครื่องจักรถูกสอบเทียบ การเปลี่ยนแปลงตามอุณหภูมิในความแข็งของวัสดุในระหว่างการผลิตที่ยาวนาน หรือลูกกลิ้งป้อนที่สึกหรอซึ่งลื่นไถลเป็นระยะๆ การเปลี่ยนเม็ดมีดลูกกลิ้งฟีดทุกๆ 300–500 ชั่วโมงการทำงาน เป็นการบำรุงรักษาเชิงป้องกันมาตรฐานในร้านสปริงที่มีปริมาณมาก
การบิดจะเกิดขึ้นเมื่อความเค้นตกค้างในขดลวดขดลวดไม่ถูกปล่อยออกมาอย่างสม่ำเสมอในขณะที่ลวดป้อนผ่านเครื่องจักร เครื่องหนีบลวด (แบบหมุนหรือแบบลูกกลิ้ง) ที่ติดตั้งระหว่างแกนม้วนลวดและลูกกลิ้งป้อนจะดึงชุดคอยล์ออกก่อนที่จะขึ้นรูป การตั้งค่าเครื่องดัดสปริงสำหรับการผลิตส่วนใหญ่จะมีเครื่องหนีบผมตรงแบบ 7 หรือ 9 ลูกกลิ้งเป็นอุปกรณ์มาตรฐาน
เครื่องดัด — โดยเฉพาะเครื่องกดเบรกไฮดรอลิกที่มีพิกัด 100 ตันขึ้นไป — สร้างแรงที่สามารถบดขยี้มือและทำให้เกิดการบาดเจ็บถึงชีวิตได้ มาตรฐานความปลอดภัยไม่ใช่ทางเลือกในสภาพแวดล้อมการปฏิบัติงานระดับมืออาชีพ
เครื่องดัดที่ได้รับการดูแลอย่างดีควรให้บริการอย่างมีประสิทธิผลนาน 20–30 ปี เครื่องจักรที่ถูกทอดทิ้งจะเสื่อมสภาพอย่างรวดเร็ว ทำให้เกิดชิ้นส่วนที่ไม่ทนทานและก่อให้เกิดอันตรายด้านความปลอดภัย แนวทางปฏิบัติในการบำรุงรักษาต่อไปนี้ไม่สามารถต่อรองได้ในสภาพแวดล้อมการผลิต
โดยทั่วไปแล้วเครื่องมือจะเป็นต้นทุนการบำรุงรักษาที่เกิดซ้ำสูงสุด ในการทำงานทั้งเครื่องกดเบรกและเครื่องดัดสปริง เคล็ดลับการเจาะสึกหรอและนิค; ไหล่ตายถูกกัดกร่อนจากการสัมผัสโลหะซ้ำๆ เครื่องมือกดเบรกที่แม่นยำชุดเดียวสำหรับเครื่องจักรขนาด 3 เมตรมีราคา 3,000–15,000 ดอลลาร์สหรัฐฯ ทำให้การจัดเก็บที่เหมาะสม (ชั้นวางเครื่องมือ ฝาครอบป้องกัน) และขั้นตอนการจัดการเป็นมาตรการควบคุมต้นทุนโดยตรง

TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
See Details
TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
See Details
TK12120 TK-12120 เครื่องขดสปริง CNC 12แกน ...
See Details
ทีเค-6160 TK-6160 เครื่องรีดสปริง CNC ...
See Details
ทีเค-6120 TK-6120 เครื่องรีดสปริง CNC ...
See Details
ทีเค-5200 TK-5200 เครื่องขดสปริง CNC 5 แกน ...
See Details
ทีเค-5160 TK-5160 เครื่องขดสปริง CNC 5 แกน ...
See Details
ทีเค-5120 TK-5120 เครื่องขดสปริง CNC 5 แกน ...
See Detailsรหัส QR มือถือ

 Language
Language  中文简体
中文简体

