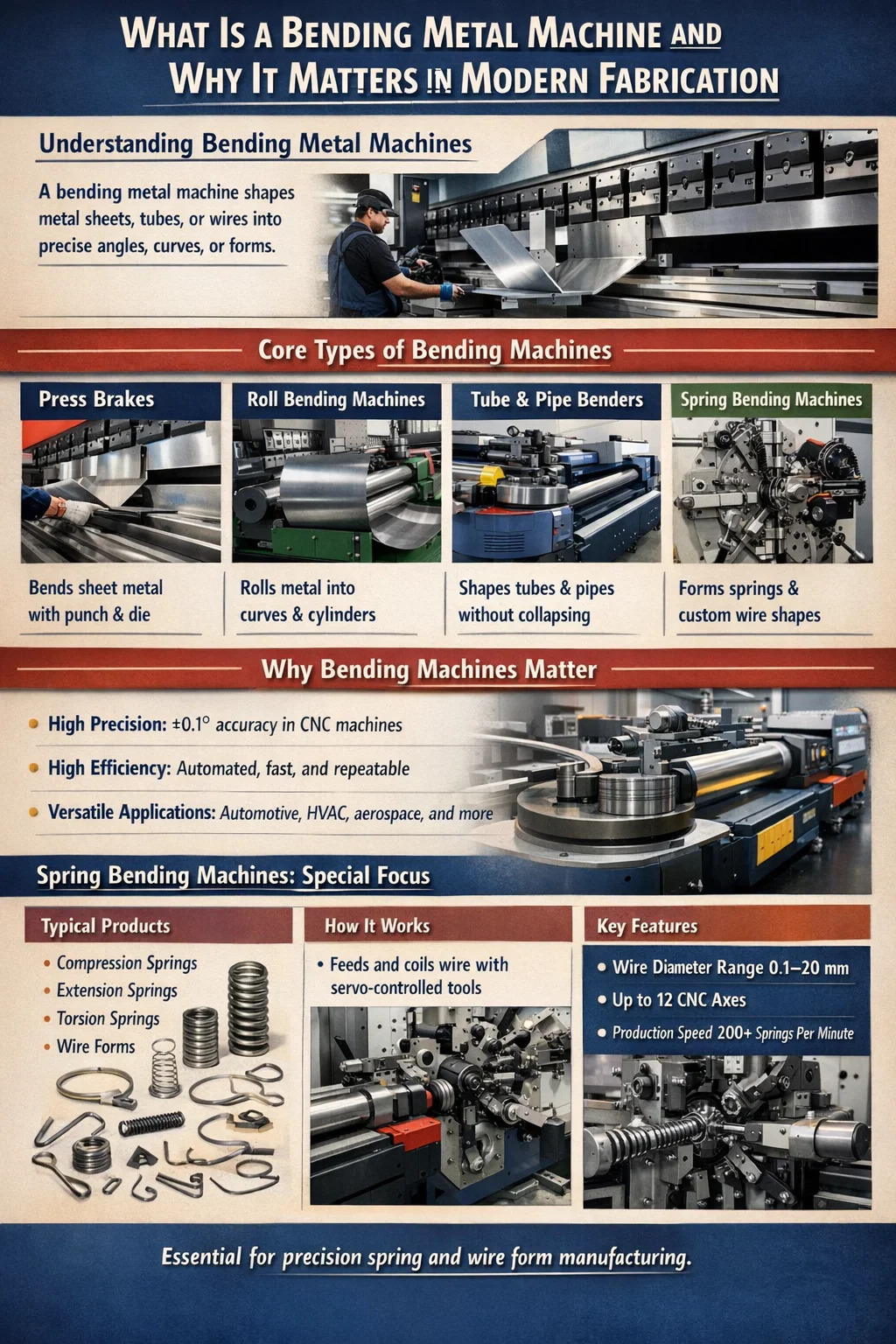
ก เครื่องดัดโลหะ เป็นอุปกรณ์อุตสาหกรรมที่ออกแบบมาเพื่อทำให้ชิ้นงานโลหะ เช่น แผ่น แท่ง ท่อ หรือลวด กลายเป็นมุม เส้นโค้ง หรือรูปทรงสามมิติที่ซับซ้อนได้อย่างแม่นยำ โดยไม่ต้องตัดหรือเชื่อม ข้อสรุปหลักนั้นตรงไปตรงมา: หากสายการผลิตของคุณต้องการรูปทรงโลหะที่สม่ำเสมอและทำซ้ำได้ในขนาดต่างๆ เครื่องดัดเฉพาะทางไม่ใช่อุปกรณ์เสริม แต่เป็นหัวใจสำคัญของขั้นตอนการทำงานของคุณ การดัดด้วยมือทำให้เกิดข้อผิดพลาดของมนุษย์ รัศมีการโค้งงอที่ไม่สอดคล้องกัน และความเมื่อยล้าของผู้ปฏิบัติงาน การดัดด้วยเครื่องจักรช่วยขจัดทั้งสามอย่าง
เครื่องดัดโลหะสมัยใหม่มีตั้งแต่เครื่องกดเบรกไฮดรอลิกธรรมดาที่สามารถดัดแผ่นเหล็กอ่อนขนาด 3 มม. ไปจนถึงระบบ CNC หลายแกนที่ซับซ้อนซึ่งสามารถดำเนินการลำดับการโค้งงอที่แตกต่างกัน 40 แบบในวงจรอัตโนมัติเดียว ตัวอย่างเช่น เครื่องกดเบรก CNC ระดับกลางสามารถบรรลุความสามารถในการทำซ้ำเชิงมุมที่ ±0.1° ซึ่งโดยพื้นฐานแล้วไม่สามารถบรรลุได้ผ่านการทำงานแบบแมนนวล สำหรับขายึดรถยนต์ งานท่อ HVกC โครงเฟอร์นิเจอร์ ตู้ไฟฟ้า และผลิตภัณฑ์อื่นๆ หลายร้อยประเภท ความแม่นยำระดับนี้ไม่ใช่เรื่องหรูหรา แต่เป็นข้อกำหนดด้านการผลิต
เครื่องดัดสปริงเป็นชุดย่อยเฉพาะของตระกูลเครื่องดัดที่กว้างขึ้น ในขณะที่เบรกกดทั่วไปเน้นที่แผ่นโลหะ ก เครื่องดัดสปริง ได้รับการออกแบบทางวิศวกรรมโดยเฉพาะสำหรับลม ขด และขึ้นรูปลวดหรือเหล็กเส้นเป็นสปริงอัด สปริงต่อขยาย สปริงทอร์ชัน และรูปแบบลวดแบบกำหนดเอง เครื่องจักรทั้งสองประเภทนี้มักจะอยู่ร่วมกันในโรงงานเดียวกัน และการทำความเข้าใจว่าทั้งสองประเภทส่งเสริมกันอย่างไรถือเป็นสิ่งสำคัญสำหรับการจัดหาอุปกรณ์ของผู้จัดการฝ่ายผลิต
คำว่า "เครื่องดัดโลหะ" เป็นคำที่ครอบคลุมสถาปัตยกรรมเครื่องจักรที่แตกต่างกันหลายแบบ การเลือกประเภทที่ไม่ถูกต้องสำหรับการใช้งานของคุณส่งผลให้ชิ้นส่วนมีคุณภาพต่ำ การสึกหรอของเครื่องมือมากเกินไป และค่าใช้จ่ายฝ่ายทุนที่ไม่จำเป็น ด้านล่างนี้คือรายละเอียดโดยละเอียดของหมวดหมู่หลักๆ
เครื่องกดเบรกเป็นเครื่องดัดแผ่นโลหะที่มีการใช้งานกันอย่างแพร่หลายทั่วโลก ใช้ชุดพันช์และดายเพื่อใช้แรงเฉพาะจุดตามแนวเส้นตรง ทำให้เกิดการโค้งงอเพียงครั้งเดียวต่อจังหวะ เบรกกดไฮดรอลิกครองการใช้งานหนัก — ดัดแผ่นเหล็กหนาสูงสุด 25 มม. ตลอดความยาวดัด 6 เมตรขึ้นไป เบรกกดเซอร์โวไฟฟ้า ซึ่งได้รับความนิยมมากขึ้นเรื่อยๆ ตั้งแต่ปี 2018 ช่วยประหยัดพลังงานได้ 30–50% เมื่อเทียบกับระบบไฮดรอลิกและให้รอบเวลาเร็วขึ้นสำหรับงานขนาดบาง (0.5–3 มม.) เบรกกด CNC เพิ่มตำแหน่งแบ็คเกจที่ตั้งโปรแกรมได้ การชดเชยยอดอัตโนมัติ และลำดับการโค้งงอหลายขั้นตอน ช่วยลดเวลาการตั้งค่าจากชั่วโมงเหลือเป็นนาทีเมื่อสลับระหว่างโปรแกรมชิ้นส่วน
เครื่องดัดม้วน - หรือที่เรียกว่าลูกกลิ้งแผ่นหรือเครื่องดัดส่วน - ใช้ลูกกลิ้งขับเคลื่อนสองหรือสามม้วนเพื่อโค้งโลหะเป็นส่วนโค้งวงแหวนหรือกระบอกสูบอย่างต่อเนื่อง สิ่งเหล่านี้ขาดไม่ได้สำหรับการผลิตภาชนะรับความดัน การผลิตท่อ งานสถาปัตยกรรมเหล็ก และการผลิตถัง เครื่องจักรสมมาตรแบบสามลูกกลิ้งเป็นมาตรฐานสำหรับการผลิตกระบอกสูบที่มีเส้นผ่านศูนย์กลางขนาดใหญ่จากแผ่นเรียบ เครื่องสี่ม้วนจะเพิ่มม้วนที่สี่ซึ่งจะพับขอบนำไว้ล่วงหน้า เพื่อขจัดจุดแบนซึ่งเป็นข้อจำกัดคลาสสิกของการออกแบบสามม้วน รัศมีการดัดงอจากเส้นโค้งแคบ 150 มม. ไปจนถึงโค้งอ่อนโยนที่ทอดยาวหลายเมตรสามารถทำได้ ขึ้นอยู่กับน้ำหนักของเครื่องจักรและเส้นผ่านศูนย์กลางม้วน
เครื่องดัดท่อสามารถดัดส่วนกลวง ไม่ว่าจะเป็นท่อกลม สี่เหลี่ยม หรือสี่เหลี่ยม โดยไม่ทำให้หน้าตัดพังทลาย การดัดงอแบบหมุนเป็นวิธีการที่แม่นยำที่สุด โดยยึดท่อไว้กับแม่พิมพ์แบบฟอร์ม แล้วหมุนไปรอบๆ แม่พิมพ์โค้งคงที่ ซึ่งมักจะมีด้ามจับภายในป้องกันไม่ให้ผนังพังทลาย วิธีการนี้เป็นมาตรฐานในระบบไอเสียของรถยนต์ โรลเคจ เฟรมจักรยาน และสายไฮดรอลิกสำหรับการบินและอวกาศ เครื่องดัดท่อ CNC ที่มีหัวเครื่องมือหลายชั้นสามารถผลิตชิ้นส่วนที่ต้องมีการโค้งงอหลายครั้งในระนาบที่แตกต่างกัน — ส่วนประกอบไอเสียรถยนต์ชิ้นเดียวอาจมีการโค้งงอที่แตกต่างกัน 8 ถึง 12 ครั้งที่ตั้งโปรแกรมไว้ตามลำดับ
เครื่องดัดลวดและเครื่องดัดสปริงสามารถจัดการกับลวดที่มีเส้นผ่านศูนย์กลางเล็กกว่าได้ ซึ่งโดยทั่วไปแล้วจะใช้ลวดที่มีเส้นผ่านศูนย์กลางตั้งแต่ 0.1 มม. ถึง 20 มม. และจัดรูปแบบลวด คลิป ตัวยึด ตะขอ และสปริงแบบสองมิติหรือสามมิติที่ซับซ้อน หมวดหมู่นี้สมควรได้รับการอภิปรายโดยเฉพาะและจะกล่าวถึงอย่างเจาะลึกในหัวข้อต่อๆ ไป
| ประเภทเครื่อง | วัสดุหลัก | ความอดทนโดยทั่วไป | อุตสาหกรรมทั่วไป |
|---|---|---|---|
| เบรคกด CNC | แผ่นโลหะ 0.5–25 มม | ±0.1° | HVAC, อิเล็กทรอนิกส์, การก่อสร้าง |
| จานม้วน | จานสูงถึง 100 มม | เส้นผ่านศูนย์กลาง ±1–2 มม | ภาชนะรับความดัน,ถัง |
| เครื่องดัดท่อ CNC | ท่อ OD 6–200 มม | ±0.2° | กutomotive, aerospace |
| เครื่องดัดสปริง | ลวด 0.1–20 มม | ระยะพิทช์ ±0.05 มม | สปริง แบบฟอร์มลวด คลิป |
ก เครื่องดัดสปริง — หรือเรียกอีกอย่างว่าเครื่องขดสปริง เครื่องขึ้นรูปสปริง CNC หรือเครื่องขึ้นรูปลวดขึ้นอยู่กับการกำหนดค่า — เป็นเครื่องดัดโลหะที่มีความเชี่ยวชาญสูงที่ออกแบบมาเพื่อแปรรูปลวดสต็อกเป็นสปริงและรูปแบบลวดด้วยปริมาณงานสูง การทำความเข้าใจหลักการทำงานของเครื่องช่วยชี้แจงว่าเหตุใดจึงไม่สามารถเปลี่ยนมาใช้เครื่องดัดงอทั่วไปแทนได้
ลวดถูกดึงจากแกนม้วนหรือยืดให้ตรงจากขดลวด และป้อนผ่านลูกกลิ้งนำทางที่มีความแม่นยำเข้าสู่บริเวณการขึ้นรูป กลไกการป้อน ซึ่งโดยทั่วไปคือระบบม้วนหนีบที่ขับเคลื่อนด้วยเซอร์โว จะควบคุมความยาวของสายไฟที่จ่ายให้มีความแม่นยำ ±0.05 มม. ในบริเวณที่ขึ้นรูป จุดขดหรือเครื่องมือขึ้นรูปจะเบี่ยงเบนเส้นลวดเพื่อสร้างเส้นผ่านศูนย์กลางของขดลวด เครื่องมือพิทช์จะควบคุมการเคลื่อนตัวตามแนวแกนของคอยล์ไปพร้อมๆ กัน เพื่อกำหนดความยาวและพิทช์อิสระของสปริง กลไกการตัด ไม่ว่าจะเป็นเครื่องตัดแบบโรตารี่หรือมีดลูกเบี้ยวที่ขับเคลื่อนด้วยลูกเบี้ยว จะแยกสปริงที่เสร็จแล้วออกจากเส้นลวดที่จุดที่โปรแกรมไว้
สำหรับเครื่องดัดสปริง CNC ทุกแกน — ความยาวป้อน ตำแหน่งจุดขดม้วน มุมเครื่องมือพิตช์ และจังหวะการตัด — จะถูกควบคุมด้วยเซอร์โวอย่างอิสระและซิงโครไนซ์ผ่านตัวควบคุมการเคลื่อนไหวส่วนกลาง เครื่องจักรระดับไฮเอนด์จากผู้ผลิต เช่น Wafios, Itaya หรือ Bamatec สามารถผลิตสปริงอัดได้ในอัตราที่สูงกว่า 200 ชิ้นต่อนาที สำหรับลวดที่มีเส้นผ่านศูนย์กลางเล็ก (ต่ำกว่า 1 มม.) ที่มีความสามารถในการทำซ้ำขนาดที่การพันขดลวดแบบแมนนวลไม่สามารถเข้าถึงได้
Springback — การคืนสภาพยืดหยุ่นของโลหะหลังจากการดัด — ถือเป็นความท้าทายหลักในการดัดโลหะทั้งหมด แต่มีความสำคัญอย่างยิ่งในการผลิตสปริง เนื่องจากประสิทธิภาพการทำงานของสปริงขึ้นอยู่กับขนาดทางเรขาคณิตที่แม่นยำ (ความยาวอิสระ เส้นผ่านศูนย์กลางคอยล์ ระยะพิทช์) การสปริงแบ็คใดๆ ที่ทำให้เกิดการเบี่ยงเบนมิติจะแปลเป็นสปริงที่ไม่ผ่านข้อกำหนดการรับน้ำหนักโดยตรง เครื่องดัดสปริง CNC ชดเชยการสปริงกลับโดยใช้อัลกอริธึม: ซอฟต์แวร์ควบคุมจะงอสายไฟตามจำนวนที่คำนวณได้ ดังนั้นหลังจากการคืนสภาพแบบยืดหยุ่น สปริงที่เสร็จแล้วจะตกลงบนมิติเป้าหมาย ค่าส่วนโค้งงอนี้จะแตกต่างกันไปตามวัสดุเส้นลวด เส้นผ่านศูนย์กลาง สภาพอุณหภูมิ และรัศมีการโค้งงอ และเครื่องจักรที่ทันสมัยจะจัดเก็บค่าเหล่านี้ไว้ในไลบรารีวัสดุเพื่อการเปลี่ยนแปลงงานอย่างรวดเร็ว
การซื้อเครื่องดัดโลหะ ไม่ว่าจะเป็นเครื่องกดเบรก เครื่องดัดสปริง หรือเครื่องดัดท่อ จำเป็นต้องมีการประเมินชุดพารามิเตอร์ทางเทคนิคที่กำหนดว่าเครื่องจักรสามารถผลิตชิ้นส่วนของคุณได้จริงหรือไม่ การอาศัยคำอธิบายของพนักงานขายโดยไม่ตรวจสอบตัวเลขเหล่านี้กับข้อกำหนดชิ้นส่วนของคุณ ส่งผลให้บริษัทต่างๆ ประสบกับเครื่องจักรที่ไม่สามารถทำงานได้
วัสดุที่กำลังดัดงอจะกำหนดการเลือกเครื่องมือ ข้อกำหนดน้ำหนัก การชดเชยการสปริงกลับ และรัศมีการโค้งงอที่ทำได้ โลหะบางชนิดไม่ได้โค้งงอเท่ากัน และเครื่องดัดโลหะที่ปรับให้เหมาะกับเหล็กเหนียวอาจให้ผลลัพธ์ที่แตกต่างไปจากเดิมอย่างสิ้นเชิง หรือล้มเหลวทันทีเมื่อพยายามดัดเหล็กสปริงหรือไทเทเนียมชุบแข็ง
วัสดุอ้างอิงเริ่มต้นสำหรับเครื่องดัดโลหะ เหล็กเหนียว (ความแข็งแรงให้ผลผลิตประมาณ 250 MPa) ให้การให้อภัย โค้งงอได้อย่างหมดจด และมีการดีดกลับปานกลาง เป็นวัสดุที่ใช้ในการกำหนดน้ำหนักเครื่องจักรและคำแนะนำในการเปิดแม่พิมพ์ เหล็กเหนียวเกรด S235 หรือ A36 สามารถโค้งงอได้อย่างน่าเชื่อถือจนถึงรัศมีการโค้งงอภายในขั้นต่ำที่ความหนาของวัสดุ 0.5 เท่า โดยไม่เกิดการแตกร้าว
เหล็ก HSLA (ความแข็งแรงของผลผลิต 350–700 MPa) และเกรด AHSS ที่ใช้ในโครงสร้างตัวถังรถยนต์ต้องใช้น้ำหนักในการดัดงอมากขึ้นอย่างมาก ซึ่งบ่อยครั้ง 2 ถึง 3 เท่าของน้ำหนักที่ต้องการสำหรับความหนาของเหล็กอ่อนที่เท่ากัน . สปริงแบ็คยังสูงกว่าตามสัดส่วนอีกด้วย การโค้งงอ 90° ในเหล็ก HSLA อาจต้องตั้งโปรแกรมหมัดไว้ที่ 84–87° เพื่อให้ได้มุม 90° หลังจากการสปริงแบ็คกลับคืนสภาพเดิม การเปิดแม่พิมพ์ต้องกว้างขึ้นเพื่อป้องกันการแตกร้าวที่แนวโค้ง
กustenitic stainless steels (304, 316) work-harden during bending, which increases resistance as bending progresses. They require approximately 50% more tonnage than mild steel of the same thickness and exhibit pronounced springback. Tool surfaces must be kept clean to prevent stainless steel from picking up contamination, which causes corrosion in service.
กluminum requires less tonnage than steel but is more prone to surface marking and cracking if bent across the grain direction of the sheet. Temper condition is critical: 5052-H32 bends readily to a 1× thickness radius, while 6061-T6 in the same thickness may crack unless the bend radius is increased to 3–4× thickness. Spring bending machines processing aluminum wire for the electrical or packaging industries must use polished guides and forming tools to prevent surface damage.
เหล็กสปริง — โดยทั่วไปแล้วเป็นเหล็กกล้าคาร์บอนสูง (คาร์บอน 0.6–1.0%) หรือเหล็กสปริงอัลลอยด์ เช่น 51CrV4 — เป็นวัสดุหลักสำหรับเครื่องดัดสปริง วัสดุเหล่านี้มีความแข็งแรงของผลผลิต 1,000–2,000 MPa และมีการสปริงกลับที่สูงมาก เครื่องดัดสปริงจะต้องสามารถใช้แรงขึ้นรูปที่เกินกำลังครากของลวด ขณะเดียวกันก็ควบคุมการเสียรูปพลาสติกที่กำหนดรูปทรงสุดท้ายของสปริงได้อย่างแม่นยำ สายดนตรี (ASTM A228) เป็นเกรดลวดสปริงที่พบมากที่สุด — สปริงอัดที่มีความแม่นยำมากกว่า 70% ถูกกรีดจากลวดดนตรีหรือลวดดึงแข็ง เนื่องจากมีความต้านทานแรงดึงและคุณภาพพื้นผิวสม่ำเสมอ
| วัสดุ | ความแข็งแรงของผลผลิต (MPa) | ระดับสปริงแบ็ค | นาที รัศมีโค้งงอ | น้ำหนักเทียบกับเหล็กอ่อน |
|---|---|---|---|---|
| เหล็กเหนียว (A36) | 250 | ต่ำ | 0.5× ตัน | 1× (พื้นฐาน) |
| เหล็กเอชเอสแอลเอ | 450–700 | สูง | 1.5–2× ตัน | 2–3× |
| สแตนเลส 304 | 310 | ปานกลาง-สูง | 1× เสื้อ | 1.5× |
| อะลูมิเนียม 6061-T6 | 276 | ปานกลาง | 3–4× เสื้อ | 0.5× |
| มิวสิคไวร์ (ASTM A228) | 1,500–2,000 | สูงมาก | 0.5–1× ง | เฉพาะเครื่องสปริงเท่านั้น |
เครื่องดัดโลหะทุกเครื่องจัดอยู่ในหนึ่งในสามระดับการควบคุม: แบบแมนนวล, ไฮดรอลิก/เครื่องกลพร้อมการควบคุมพื้นฐาน หรือ CNC เต็มรูปแบบ แต่ละระดับมีโปรไฟล์ด้านต้นทุนต่อความสามารถที่แตกต่างกัน และตัวเลือกที่เหมาะสมจะขึ้นอยู่กับปริมาณการผลิต ความซับซ้อนของชิ้นส่วน และทักษะของผู้ปฏิบัติงานที่มีอยู่
เบรกแบบแมนนวล เบรกแบบกล่องและแบบสั่งงานด้วยมือ และเครื่องขดสปริงแบบปรับเองเหมาะสำหรับงานต้นแบบ การผลิตที่มีปริมาณน้อยมาก (น้อยกว่า 50 ชิ้นส่วนต่อการวิ่ง) หรือสถานการณ์ที่ความหลากหลายของชิ้นส่วนสูงมากและการตั้งค่าเปลี่ยนแปลงตลอดเวลา ต้นทุนเงินทุนต่ำ — เบรกแบบแมนนวลที่สามารถดัดเหล็กขนาด 1.2 มม. ยาว 1 ม. ได้ในราคา 500–3,000 ดอลลาร์ ข้อดีข้อเสียคือคุณภาพขึ้นอยู่กับผู้ปฏิบัติงาน ปริมาณงานที่ช้า และความพยายามทางกายภาพที่สำคัญสำหรับเกจที่หนักกว่า ในบริบทของการผลิตสปริง เครื่องกลึงแบบไขลานสปริงแบบแมนนวลยังคงใช้ในการสร้างต้นแบบและการสั่งซื้อชิ้นเดียวแบบกำหนดเอง ซึ่งเวลาในการตั้งโปรแกรม CNC จะเกินมูลค่าของชิ้นส่วน
เครื่องกดเบรกแบบไฮดรอลิกที่มีการตั้งระยะลึกอย่างง่ายและตั้งค่าแบ็คเกจด้วยตนเอง เป็นตัวแทนของระบบการทำงานของโรงผลิตขนาดเล็กและขนาดกลางทั่วโลก เครื่องจักรเหล่านี้มีความทนทาน ค่อนข้างง่ายต่อการบำรุงรักษา และสามารถรองรับงานหนักได้ เครื่องกดเบรกไฮดรอลิกขนาด 100 ตัน 2.5 ม. พร้อมด้วยแบ็คเกจพื้นฐาน 2 แกน โดยทั่วไปจะมีราคา 15,000–40,000 ดอลลาร์สหรัฐฯ ขึ้นอยู่กับยี่ห้อและแหล่งกำเนิดสินค้า เหมาะอย่างยิ่งสำหรับการวิ่งชิ้นส่วนธรรมดาในปริมาณปานกลาง เช่น หน้าแปลน ช่อง และมุมที่เป็นเหล็กเหนียวหรืออะลูมิเนียม โดยต้องโค้งงอหนึ่งหรือสองครั้งต่อชิ้นส่วน
การควบคุม CNC เต็มรูปแบบจะเปลี่ยนเครื่องดัดให้เป็นเซลล์การผลิตที่ตั้งโปรแกรมได้ เบรกกด CNC เก็บโปรแกรมชิ้นส่วนหลายร้อยโปรแกรม แต่ละลำดับการโค้งงอ ตำแหน่งแบ็คเกจ ความลึกการเคลื่อนที่ของหมัด การแก้ไขยอด และพารามิเตอร์ของวัสดุ ผู้ปฏิบัติงานเลือกโปรแกรม โหลดชิ้นส่วน และเครื่องจะดำเนินการลำดับการโค้งงอทั้งหมดโดยอัตโนมัติ เวลาการตั้งค่าสำหรับงานทำซ้ำจะลดลงจาก 45–90 นาที (บนเครื่องที่ตั้งค่าด้วยตนเอง) เหลือน้อยกว่า 5 นาที สำหรับโรงงานที่ใช้หมายเลขชิ้นส่วนต่างกัน 20-30 หมายเลขต่อวัน การลดเวลาที่ไม่มีประสิทธิผลนี้มีค่ามากกว่าราคาพรีเมียมของระบบ CNC ต่อปี
เครื่องดัดสปริง CNC ให้ประโยชน์ที่คล้ายคลึงกัน: เมื่อมีการเขียนและรับรองโปรแกรมสปริงแล้ว การดำเนินการผลิตต่อๆ ไปทุกครั้งจะเริ่มต้นจากพื้นฐานที่ดีที่ทราบ การเปลี่ยนแปลงพารามิเตอร์ — เส้นผ่านศูนย์กลางคอยล์ ความยาวอิสระ พิทช์ — ต้องการเพียงการแก้ไขซอฟต์แวร์มากกว่าการปรับเชิงกล ตัวควบคุมเครื่องสปริง CNC ชั้นนำจาก Wafios (เยอรมนี) และ Itaya (ญี่ปุ่น) มีระบบป้อนกลับเชิงมิติแบบเรียลไทม์: ระบบการวัดแบบรวมจะตรวจสอบสปริงทุกตัวตามข้อกำหนดที่ตั้งโปรแกรมไว้ โดยจะปฏิเสธชิ้นส่วนที่ไม่ยอมรับได้โดยอัตโนมัติ เวลาคุณสมบัติบทความแรกลดลง 60–80% เมื่อเทียบกับเครื่องขดม้วนแบบตั้งเอง
เครื่องดัดงอมีความสามารถพอๆ กับเครื่องมือเท่านั้น สำหรับเบรกแบบกด ชุดพันช์และดายจะกำหนดรัศมีโค้งงอขั้นต่ำ มุมโค้งงอที่ทำได้ และความหนาของวัสดุสูงสุด สำหรับเครื่องดัดสปริง เครื่องมือขด เครื่องมือพิทช์ และเครื่องมือตัดจะกำหนดรูปทรงของสปริงที่สามารถผลิตได้ เครื่องมือเป็นต้นทุนที่เกิดขึ้นประจำซึ่งจะต้องนำมาคำนวณต้นทุนรวมในการเป็นเจ้าของ
เครื่องมือกดเบรกสไตล์ยุโรปมาตรฐาน (เข้ากันได้กับ Trumpf/Wila) ได้กลายเป็นมาตรฐานสากลโดยพฤตินัย โดยมีเครื่องมือจากเครื่องจักรติดตั้งของผู้ผลิตรายหนึ่งจากผู้ผลิตรายอื่นหลายสิบราย โปรไฟล์พั้นช์มีตั้งแต่การเจาะมุมเฉียบพลัน (30°) สำหรับหน้าแปลนที่แคบ ไปจนถึงการเจาะคอห่านสำหรับการดัดกล่องลึก ไปจนถึงการเจาะชายขอบสำหรับการพับที่มีรัศมีเป็นศูนย์ ช่องเปิด V-die ถูกเลือกตามความหนาของวัสดุ: หลักทั่วไปของอุตสาหกรรมคือ ช่องเปิด V = 6–10× ความหนาของวัสดุสำหรับการดัดงอด้วยอากาศ การเจาะและแม่พิมพ์เหล็กกล้าเครื่องมือชุบแข็งในรูปแบบมาตรฐานมีอายุการใช้งาน 500,000 ถึง 1,000,000 จังหวะก่อนที่จะต้องมีการปรับสภาพ เครื่องมือพิเศษ - ตัวติดตามลูกกลิ้งสำหรับการดัดรัศมี การเจาะเยื้องสำหรับหน้าแปลนแคบ - เพิ่มความคล่องตัวแต่เพิ่มต้นทุนสินค้าคงคลังของเครื่องมือ
เครื่องมือสำหรับเครื่องดัดสปริงมีความเฉพาะเจาะจงการใช้งานมากกว่าเครื่องมือกดเบรก จุดขดโดยทั่วไปจะมีปลายทังสเตนคาร์ไบด์เพื่อทนต่อการเสียดสีอย่างต่อเนื่องของลวดแรงดึงสูงที่ความเร็วสูง จุดขดม้วนอาจมีอายุการใช้งาน 50–200 ล้านรอบก่อนการเปลี่ยน แต่จะแตกต่างกันไปอย่างมากตามสภาพพื้นผิวของลวดและการหล่อลื่น เครื่องมือพิทช์ ท่อนำ และเครื่องมือตัดอาจมีการสึกหรอในลักษณะเดียวกัน และต้องได้รับการตรวจสอบเป็นระยะๆ การบำรุงรักษาสต็อกวัสดุสิ้นเปลืองเครื่องมือ โดยเฉพาะอย่างยิ่งสำหรับสปริงการผลิตปริมาณมาก จะช่วยป้องกันการหยุดทำงานโดยไม่ได้วางแผนซึ่งมีค่าใช้จ่ายสูง ค่าใช้จ่ายของชุดเครื่องมือทั้งชุดสำหรับโปรไฟล์สปริงใหม่บนเครื่องดัดสปริง CNC มีตั้งแต่ 200 ถึง 2,000 เหรียญสหรัฐ ขึ้นอยู่กับความซับซ้อน ซึ่งถือว่าไม่แพงเลยเมื่อเทียบกับต้นทุนของเครื่องมือกดเบรกสำหรับรูปทรงของชิ้นส่วนที่ผิดปกติ
การทำงานของเครื่องดัดโลหะทุกครั้งมักประสบปัญหาด้านคุณภาพซ้ำๆ การระบุสาเหตุที่แท้จริง เช่น เครื่องจักร เครื่องมือ วัสดุ หรือการเขียนโปรแกรม ถือเป็นข้อกำหนดเบื้องต้นสำหรับการแก้ไขปัญหา ต่อไปนี้คือข้อบกพร่องที่พบบ่อยที่สุดที่พบในการดำเนินการกดเบรกและการดัดสปริง พร้อมสาเหตุและการแก้ไข
อาการ: การโค้งงอ 90° วัดที่ศูนย์กลาง 90° แต่ 92° ที่ปลายสุด หรือในทางกลับกัน สาเหตุจากการกดเบรก: การโก่งตัวของโครงเครื่อง (การโค้งงอ) ขณะรับน้ำหนัก ทำให้ส่วนกลางเตียงเบนไปทางมากกว่าปลายเตียง การแก้ไข: เปิดใช้งานระบบยอด; หากเครื่องจักรไม่มีส่วนยอด ให้ใช้แม่พิมพ์แบบเซ็กเมนต์ที่มีส่วนที่หนากว่าอยู่ตรงกลาง หรือลดความยาวการโค้งงอเพื่อให้อยู่ในความสามารถในการโค้งงอตรงที่กำหนดของเครื่อง สำหรับเครื่องดัดสปริง ความแปรผันของระยะพิทช์ตามความยาวของสปริงบ่งชี้ว่าเครื่องมือพิทช์สึกหรอหรือการยืดลวดที่ไม่สอดคล้องกัน
อาการ: ชิ้นส่วนที่งอไปยังโปรแกรมเดียวกันจะมีมุมที่แตกต่างกันเล็กน้อย — ภายในชุดเดียวหรือระหว่างชุด สาเหตุ: การเปลี่ยนแปลงคุณสมบัติของวัสดุระหว่างขดลวดหรือแผ่น แม้แต่วัสดุที่ผ่านการรับรองในเกรดเดียวกันก็ยังสามารถเปลี่ยนแปลงได้ ±5–10% ในความแข็งแรงของผลผลิตระหว่างความร้อนในการผลิต การแก้ไข: การโค้งงอด้านล่าง (การโค้งงอ) แทนการโค้งงอด้วยอากาศ ช่วยลดความผันแปรของสปริงแบ็คด้วยต้นทุนของน้ำหนักที่สูงกว่า — วัสดุจะมีรูปร่างผิดปกติแบบพลาสติกทั้งหมดเนื่องจากความหนา สำหรับการดัดงอสปริง สิ่งนี้จะแสดงเป็นการกระจายความยาวอย่างอิสระ และได้รับการแก้ไขโดยการปรับข้อมูลจำเพาะของซัพพลายเออร์ลวดให้แน่นขึ้น (ช่วงความต้านทานแรงดึง) ปรับปรุงการยืดลวดให้ตรง และใช้การวัดผลป้อนกลับแบบวงปิดเพื่อปรับพารามิเตอร์การขึ้นรูปแบบเรียลไทม์
อาการ: พื้นผิวด้านนอกของส่วนโค้งทำให้เกิดรอยแตกขนาดเล็กหรือกระดูกหักที่มองเห็นได้ สาเหตุ: รัศมีการโค้งงอแน่นเกินไปสำหรับวัสดุ การดัดงอต้านทิศทางเกรนของวัสดุ (ทิศทางการกลิ้ง) หรือใช้วัสดุชุบแข็งที่มีความเหนียวไม่เพียงพอ การแก้ไข: เพิ่มรัศมีการโค้งงอด้านใน (ความหนาของวัสดุขั้นต่ำ 1× สำหรับเหล็กส่วนใหญ่ในทิศทางตามขวาง, 2× ในทิศทางตามยาวสำหรับโลหะผสมที่แข็งกว่า) สำหรับโลหะแผ่น ให้วางแนวชิ้นส่วนให้เส้นโค้งตั้งฉากกับทิศทางการกลิ้ง สำหรับลวดสปริง การแตกร้าวบ่งชี้ถึงข้อบกพร่องที่พื้นผิวลวดหรือรัศมีการขดม้วนต่ำกว่าค่าต่ำสุดสำหรับเส้นผ่านศูนย์กลางและอุณหภูมิของลวดนั้น
อาการ: ความยาวแบบไม่มีสปริงเริ่มต้นที่ค่าที่กำหนดและค่อยๆ เพิ่มขึ้นหรือลดลงตลอดระยะเวลาการผลิตโดยไม่มีการเปลี่ยนแปลงโปรแกรม สาเหตุ: การขยายตัวทางความร้อนของลูกกลิ้งฟีดของเครื่องหรือเครื่องมือขึ้นรูปเมื่อเครื่องอุ่นเครื่องตั้งแต่สตาร์ทเย็น หรือจุดคอยล์สึกหรอมากขึ้นเรื่อยๆ ทำให้รัศมีการคอยล์ที่มีประสิทธิภาพเปลี่ยนไป การแก้ไข: ให้เวลาอุ่นเครื่อง 15–20 นาทีก่อนทำการวัดการผลิต ตรวจสอบและบันทึกความยาวอิสระบนแผนภูมิควบคุมกระบวนการทางสถิติตลอดการดำเนินการ สร้างช่วงการเปลี่ยนเครื่องมือโดยอิงตามการเลื่อนของความยาวที่วัดได้ แทนที่จะเป็นช่วงเวลาที่กำหนดเอง
การทำความเข้าใจว่าอุตสาหกรรมใดที่ต้องพึ่งพาเครื่องจักรดัดโลหะเป็นอย่างมากจะช่วยกำหนดบริบทเกี่ยวกับขนาดของอุปกรณ์ประเภทนี้และสัดส่วนที่เกี่ยวข้องกับการเลือกเครื่องจักรและการบำรุงรักษา
ก single passenger vehicle contains an estimated ส่วนประกอบสปริง 100 ถึง 200 ชิ้น — สปริงวาล์ว สปริงกันสะเทือน สปริงเบาะ สปริงคืนเบรก สปริงคลัตช์ และคลิปหนีบลวดและตัวยึดหลายสิบชิ้น ทุกรายการผลิตด้วยเครื่องดัดสปริง เครื่องดัดโลหะแผ่นผลิตส่วนเสริมตัวถัง ฉากยึด แผ่นบังความร้อน และส่วนประกอบโครงสร้าง ข้อกำหนดความคลาดเคลื่อนที่ยอมรับได้ของอุตสาหกรรมยานยนต์ เมื่อรวมกับปริมาณการผลิตที่วัดได้หลายล้านหน่วยต่อปี ทำให้เครื่องดัด CNC ที่มีการวัดในกระบวนการและการควบคุมกระบวนการทางสถิติมีความสำคัญอย่างยิ่ง
กerospace applications demand traceability and certification at every production step. CNC bending machines in aerospace facilities must maintain complete audit trails — recording which program was used, what the machine parameters were, and what the measured dimensions of each part were. Titanium, Inconel, and aluminum-lithium alloys present extreme bending challenges: titanium's springback is ประมาณสองเท่าของเหล็ก ที่ความหนาเท่ากัน ซึ่งต้องการการชดเชยการโค้งงอที่ซับซ้อน เครื่องดัดสปริงในการบินและอวกาศผลิตสปริงเฟืองลงจอด สปริงที่นั่งดีดตัวออก และสปริงควบคุมสายเคเบิลส่งคืนตามข้อกำหนดการรับน้ำหนักที่แม่นยำ ซึ่งตรวจสอบโดยการทดสอบโหลดภาคบังคับ
อุตสาหกรรมอิเล็กทรอนิกส์ใช้เครื่องดัดสปริงเพื่อผลิตสปริงสัมผัสสำหรับขั้วต่อ หน้าสัมผัสแบตเตอรี่ สปริงสวิตช์ และตัวยึดแบบลวดในวัสดุตั้งแต่ทองแดงฟอสเฟอร์บรอนซ์และเบริลเลียมไปจนถึงสแตนเลส ชิ้นส่วนเหล่านี้มักจะมีขนาดเล็กมาก โดยทั่วไปแล้วจะมีเส้นผ่านศูนย์กลางลวด 0.1–0.5 มม. และต้องใช้อัตราการผลิตหลายร้อยชิ้นต่อนาทีโดยมีความคลาดเคลื่อนมิติอยู่ที่ ±0.02 มม. เครื่องดัดโลหะแผ่นผลิตเปลือก แชสซี และขายึดแผ่นระบายความร้อนสำหรับอุปกรณ์อิเล็กทรอนิกส์ที่ทำจากอะลูมิเนียมและเหล็กกล้า
เบรกกดและเบรกโฟลเดอร์มีส่วนสำคัญในการก่อสร้างและการผลิตโลหะ HVAC โดยผลิตงานท่อ แวบวับ แผงพังผืด ขายึดโครงสร้าง มุมทับหลัง และเปลือกอุปกรณ์จากเหล็กชุบสังกะสี อลูมิเนียม และแผ่นสแตนเลส ร้านขายโลหะแผ่นที่ให้บริการด้านการค้า HVAC อาจใช้เครื่องกดเบรก 3-8 ตัวที่มีความสามารถหลากหลายเพื่อรองรับวัสดุเกจและขนาดชิ้นส่วนที่แตกต่างกัน ประสิทธิภาพการผลิตในโรงงานเหล่านี้วัดจากเมตรเชิงเส้นของโปรไฟล์การโค้งงอต่อกะ — การใช้เบรกแบบกด CNC ที่ทำงานอย่างดีสามารถผลิตได้ ผลิตภัณฑ์โค้งงอ 2,000 ถึง 4,000 เมตรเชิงเส้นต่อกะ 8 ชั่วโมง ขึ้นอยู่กับความซับซ้อนของชิ้นส่วนและวัสดุ
สปริงและรูปแบบลวดทางการแพทย์ เช่น สายสวน สปริงคลิปผ่าตัด สปริงยึดรากฟันเทียม และส่วนประกอบของอุปกรณ์วินิจฉัย ผลิตด้วยเครื่องดัดสปริงที่มีความแม่นยำตามข้อกำหนดเกรดชีวการแพทย์ วัสดุในภาคนี้ได้แก่ สเตนเลส 316L, นิทินอล (เมมโมรีอัลลอยด์รูปร่างนิกเกิล-ไททาเนียม) และไทเทเนียม การขึ้นรูปลวดนิทินอลบนเครื่องดัดสปริงถือเป็นความท้าทายอย่างยิ่ง เนื่องจากพฤติกรรมยืดหยุ่นยิ่งยวดของวัสดุ ทำให้ไม่สามารถใช้โมเดลสปริงแบ็คมาตรฐานได้ และต้องมีการพัฒนาเส้นทางของเครื่องมือเชิงประจักษ์สำหรับรูปทรงแต่ละส่วน
การจัดหาเครื่องดัดโลหะ โดยเฉพาะเครื่องดัดสปริง ต้องใช้ความรอบคอบมากกว่าการซื้ออุปกรณ์ทุนส่วนใหญ่ เนื่องจากความสามารถของเครื่องจักรมีความเฉพาะเจาะจงในการใช้งานสูง และความแตกต่างด้านประสิทธิภาพระหว่างซัพพลายเออร์มีความสำคัญมาก รายการตรวจสอบต่อไปนี้มีผลบังคับใช้ไม่ว่าคุณจะซื้อใหม่ ซ่อมแซมใหม่ หรือใช้แล้วก็ตาม
ก supplier who can run your actual sample parts on their demonstration machine and show you the first-article inspection results is infinitely more valuable than one who provides only specification sheets. Insist on a machine demonstration with your wire or sheet material before committing to a purchase. Ask for references from customers in your industry and contact them. Ask specifically about accuracy over time (not just out-of-box performance), spare parts availability, and technical support responsiveness when the machine goes down during production.
โดยทั่วไปราคาซื้อเครื่องดัดโลหะจะอยู่ที่ 40–60% ของต้นทุนการเป็นเจ้าของทั้งหมดตลอดอายุการใช้งาน 10 ปี ยอดคงเหลือประกอบด้วยเครื่องมือ ($5,000–$50,000 ตลอดอายุการใช้งานของเครื่องสำหรับกดเบรก) การบำรุงรักษาและชิ้นส่วนอะไหล่ (งบประมาณ 2–4% ของราคาซื้อต่อปี) การใช้พลังงาน (เครื่องกดเบรกไฮดรอลิกขนาด 80 ตันใช้ประมาณ 7.5 กิโลวัตต์ เครื่องเซอร์โวไฟฟ้าที่เทียบเท่ากันนั้นกินไฟโดยเฉลี่ย 1.5–2 กิโลวัตต์) และการฝึกอบรมผู้ปฏิบัติงาน สำหรับเครื่องดัดสปริง ให้เพิ่มต้นทุนเศษลวดในระหว่างการตั้งค่า งานขึ้นรูปสปริงที่ตั้งโปรแกรมไว้ไม่ดีบนเครื่อง CNC สามารถใช้ลวดได้ 5–15 กิโลกรัมก่อนที่จะได้ตัวอย่างที่ดี ซึ่งอยู่ที่ 3–8 ดอลลาร์สหรัฐฯ/กก. สำหรับลวดดนตรี คิดเป็น 15–120 ดอลลาร์สหรัฐฯ ในการสูญเสียวัตถุดิบต่อการตั้งค่า
ก used press brake from a reputable manufacturer — AMADA, Trumpf, Bystronic, LVD — can deliver 80–90% of new machine capability at 30–50% of the purchase price, provided the machine has been properly maintained and the CNC controller and hydraulic system are in good condition. Key inspection points include ram parallelism (check with a precision level across the ram at multiple positions), back-gauge positioning accuracy (verify with a test program running 20 consecutive positioning cycles and measuring variation), and hydraulic oil condition and system pressure stability. For used spring bending machines, inspect coiling tool wear, feed roller condition, and verify the control system can communicate with current programming software — obsolete proprietary controllers can make a machine effectively unusable if the software is no longer supported.
เครื่องกดเบรกและเครื่องดัดสปริงเป็นหนึ่งในเครื่องมือกลที่เสี่ยงต่อการบาดเจ็บมากที่สุดในการผลิตโลหะ โดยเฉพาะอย่างยิ่งการกดเบรกมีประวัติการบาดเจ็บที่มือและนิ้วมายาวนานเนื่องจากการชกและตายอย่างรวดเร็ว มาตรฐานความปลอดภัยสมัยใหม่ได้ลดอัตราการบาดเจ็บลงอย่างมาก แต่การปฏิบัติตามข้อกำหนดจำเป็นต้องเข้าใจระบบความปลอดภัยเฉพาะที่เกี่ยวข้อง
เครื่องดัดสปริงมีอาการบาดเจ็บที่แตกต่างกัน อันตรายหลักคือปลายลวดปลิวระหว่างการขด โดยเฉพาะอย่างยิ่งเมื่อสายไฟขาดหรือป้อนผิดที่ความเร็วการผลิตสูง ปลายสายไฟที่ 150–200 ม./นาที อาจทำให้เกิดการฉีกขาดอย่างรุนแรงได้ การป้องกันแบบปิดรอบบริเวณขึ้นรูป, PPE บังคับ (แว่นตานิรภัยและถุงมือกันการบาด) และระบบหยุดอัตโนมัติที่ถูกกระตุ้นโดยเซ็นเซอร์ตัดสายไฟเป็นข้อกำหนดด้านความปลอดภัยขั้นต่ำ เครื่องดัดสปริงไม่ควรใช้งานโดยถอดตัวป้องกันออก แม้ในระหว่างการติดตั้งและการปรับ ซึ่งเป็นแนวทางปฏิบัติที่เพิ่มความเสี่ยงต่อการบาดเจ็บอย่างมาก และเป็นสาเหตุสำคัญของการบาดเจ็บที่เกิดขึ้นในโรงงานผลิตสปริง

TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
ดูรายละเอียด
TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES เครื่องขดสปริง CNC ...
ดูรายละเอียด
TK12120 TK-12120 เครื่องขดสปริง CNC 12แกน ...
ดูรายละเอียด
ทีเค-6160 TK-6160 เครื่องรีดสปริง CNC ...
ดูรายละเอียด
ทีเค-6120 TK-6120 เครื่องรีดสปริง CNC ...
ดูรายละเอียด
ทีเค-5200 TK-5200 เครื่องขดสปริง CNC 5 แกน ...
ดูรายละเอียด
ทีเค-5160 TK-5160 เครื่องขดสปริง CNC 5 แกน ...
ดูรายละเอียด
ทีเค-5120 TK-5120 เครื่องขดสปริง CNC 5 แกน ...
ดูรายละเอียดคิวอาร์โค้ดมือถือ

 ภาษา
ภาษา 

